
The good news is these two surface treatments work better together than apart. The micro-porous structure that anodizing creates in aluminum oxide gives PTFE particles a mechanical anchor they simply can't find on bare metal. The result is a combined system with durability, release performance, and chemical resistance that neither treatment achieves on its own.
This guide covers the science behind the combination, how the application process works, where this coating system excels industrially, and what you need to know about safety and maintenance.
Key Takeaways
- Anodized aluminum's micro-porous oxide layer significantly improves PTFE adhesion compared to bare aluminum
- Combined, the system delivers nonstick performance, corrosion resistance, low friction (COF as low as 0.05–0.10), and thermal stability up to 500°F
- Application requires grit blasting with aluminum oxide media, PTFE spray coating, and a high-temperature cure at 725–800°F
- Widely used in rotational molds, cookware, food processing equipment, and automotive components
- PTFE coatings comply with the EPA's PFOA phase-out program and FDA regulations (21 CFR 177.1550) for food contact use
Understanding Anodized Aluminum and PTFE Coating
What Anodizing Actually Does
Anodizing is an electrochemical process that converts the aluminum surface into a durable, porous aluminum oxide (Al₂O₃) layer. This oxide layer is integral to the substrate — not a coating applied on top, but a conversion of the metal itself.
Under MIL-A-8625F, the two main types are:
- Type II — Sulfuric acid anodic coatings, producing a thinner, more decorative finish
- Type III (Hardcoat) — Hard anodic coatings, producing a thicker, harder layer with approximately 360 HV hardness (roughly Rockwell C 37)
The anodized layer is also porous at the microscopic scale. Research on sulfuric acid anodizing shows pore sizes ranging from roughly 14–24 nm depending on voltage and electrolyte concentration — small enough to be invisible, large enough to matter enormously for coating adhesion.
What PTFE Is
PTFE (polytetrafluoroethylene, CAS 9002-84-0, formula (C₂F₄)ₓ) is a fluoropolymer characterized by extremely low surface energy, broad chemical inertness, and thermal stability. "Teflon" is the brand name (originally DuPont, now owned by Chemours following their 2015 spin-off) for PTFE-based industrial coatings.
According to Chemours' Teflon industrial coatings data, PTFE delivers performance properties few materials can match:
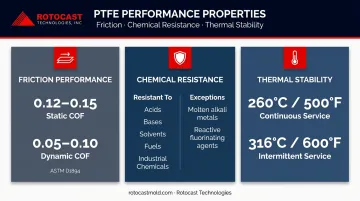
- Static COF: 0.12–0.15 (ASTM D1894) — among the lowest of any solid material
- Dynamic COF: 0.05–0.10 under the same standard
- Chemical resistance: Withstands almost all industrial chemicals, with exceptions for molten alkali metals and highly reactive fluorinating agents
The Two-Stage Treatment Logic
"Teflon on anodized aluminum" is a deliberate two-stage sequence. The aluminum is anodized first to create the receptor surface, then PTFE is applied on top. MIL-A-8625F explicitly permits PTFE impregnation of Type III hard anodic coatings for dry-film lubrication, and notably warns against sealing PTFE-impregnated parts — sealing reduces lubricant retention.
Skipping anodizing and applying PTFE directly to bare aluminum means relying on a smooth, low-energy surface where adhesion is unreliable.
Why Combine Anodizing with Teflon Coating?
The Adhesion Problem PTFE Can't Solve Alone
PTFE's low surface energy — the same property that makes it nonstick — makes it a poor adhesive to most substrates. On bare aluminum, PTFE has minimal mechanical grip. On anodized aluminum, the nano-scale porous oxide structure creates mechanical interlocking: PTFE particles physically anchor into the pores during application and cure.
A 2025 study published in Tribology International found that anodization-induced nano-microtextures on aluminum improve PTFE wear behavior, with mechanical interlocking promoting transfer-film stabilization — the key mechanism behind long-term coating durability.
Layered Corrosion Protection
Anodized aluminum already resists oxidation. Adding a PTFE topcoat seals the porous anodic layer against moisture, chemicals, and contaminants, creating two independent barriers rather than one. In practice, the substrate stays protected even if the PTFE layer experiences minor surface wear. PubChem notes PTFE is unaffected by water, aqua regia, and organic solvents — and Chemours confirms that rating extends across the full range of industrial chemicals encountered in processing environments.
Thermal Synergy
Aluminum conducts heat well — a critical property in applications like rotational molds and cookware where uniform heat distribution matters. PTFE adds thermal stability on top of that conductivity.
Chemours rates industrial Teflon coatings for:
- Continuous use: up to 260°C / 500°F
- Intermittent use: up to 316°C / 600°F with adequate ventilation
This combination — aluminum's conductivity plus PTFE's heat resistance — is why this system handles repeated thermal cycling without delaminating.
Durability: Why the Hard Substrate Matters
PTFE alone is relatively soft. Under load or abrasion, unsupported PTFE deforms and wears quickly. The Type III hardcoat layer (approximately 360 HV) beneath the PTFE absorbs mechanical load, preventing the micro-deformation that would otherwise crack or peel the coating.
For rotomold applications specifically, that mechanical support translates directly to service life — a Teflon-coated hardcoat surface can withstand thousands of thermal cycles without the delamination or wear that limits softer coating systems.
Step-by-Step: How Teflon Coating Is Applied to Anodized Aluminum
Surface Preparation
Surface prep determines coating longevity more than any other variable. Inadequate prep is the leading cause of premature PTFE coating failure.
The standard preparation sequence:
- Anodize the aluminum — Type II or Type III depending on application requirements, creating the porous oxide receptor surface
- Grit blast with aluminum oxide media — typically #40–#80 grit, targeting a surface profile of 100–250 microinches RMS to further open pores and create texture
- Clean thoroughly — solvent or alkaline cleaning to remove oils, oxides, and blasting residue before coating application
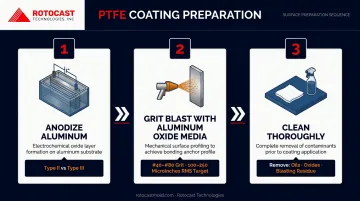
This grit blasting step is performed even on already-anodized parts because it opens the pore structure further and ensures the surface profile meets coating adhesion requirements.
Coating Application
PTFE dispersions are sprayed in thin, even passes using wet-on-wet technique. Key application parameters:
- Dry film thickness: typically 0.8–6 mil depending on the product system and performance requirements
- Application method: spray in multiple thin passes rather than one heavy coat
- System type: pure PTFE, or multi-fluoropolymer blends (PTFE/FEP/PFA) depending on performance targets
Cure temperature and time are where many applicators go wrong — and the parameters are product-specific, not universal. A standard Teflon PTFE coating data sheet lists 725–800°F, while the Chemours 857G-230 multi-fluoropolymer topcoat requires 428°C / 802°F for 5 minutes or 435°C / 815°F for 3 minutes.
Always follow the specific product's technical data sheet; cure parameters are not interchangeable across systems.
Cure drives off carrier solvents and fuses fluoropolymer particles into a continuous film. Time and temperature together determine final coating performance; under-curing leaves a porous, weak film.
Quality Inspection
Post-cure checks for industrial-grade applications include:
- Visual inspection for pinholes, holidays, or uneven coverage
- Dry film thickness measurement using an eddy current gauge (per ASTM B244 for coatings on aluminum)
- Adhesion testing where specifications require it
These checks matter because a pinhole in a PTFE coating over anodized aluminum exposes the porous oxide layer directly to whatever corrosive environment the component operates in, undermining the entire purpose of the layered system.
Industrial Applications Where This Coating Combination Excels
Food Processing and Cookware
PTFE-coated anodized aluminum is the standard surface system for commercial and consumer nonstick cookware. The anodized layer provides corrosion resistance in wet food environments; the PTFE layer provides the nonstick performance consumers expect.
Food contact compliance is governed by 21 CFR 177.1550, Perfluorocarbon resins, which establishes conditions under which covered resins may be used as articles or components intended to contact food. Specific coating systems must comply with these conditions — not all PTFE formulations are automatically compliant.
Rotational Molding
This is where the combined system earns its keep in demanding production environments. Aluminum rotational molds face repeated thermal cycling, mechanical stress from demolding, and contact with molten resin — conditions that expose every weakness in a surface treatment.
PTFE over anodized aluminum addresses several specific rotomolding challenges at once:
- Resin release — reduces demolding force and part defects, with adjacent mold-coating data showing 4–8% resin-flow improvement
- Thermal cycling durability — the hard anodized foundation resists micro-deformation through thousands of heat cycles
- Mold surface protection: the Type III hardcoat protects the aluminum from abrasion across the mold's full production life

Rotocast Technologies has manufactured precision thin-walled aluminum rotational molds from A356.2 grade aluminum since 1956 and offers Teflon coating as part of their mold finishing services. Their casting process is optimized for high-surface-quality interior surfaces — the foundation that makes surface treatment effective in the first place.
Surface treatment quality directly determines both part release performance and mold longevity. For specific coating specifications or to discuss your mold requirements, contact their team at sales@rotocastmold.com.
Aerospace, Automotive, and Industrial Components
Beyond molds and cookware, this coating combination appears wherever low friction, thermal stability, and corrosion resistance must coexist:
- Slide gates, guide rails, and bearings where sustained low friction reduces maintenance
- Pistons and automotive components where thermal cycling and chemical exposure are daily operating conditions
- Aerospace fasteners and hardware requiring salt spray resistance (supplier data reports over 1,000 hours salt spray performance for hardcoat PTFE systems)
Safety, Durability, and Maintenance
Safety
Properly cured PTFE coatings on aluminum are regulated under 21 CFR 177.1550 for food contact. At normal operating temperatures — well below the continuous 500°F rating — cured PTFE is chemically stable and inert.
Two safety topics require careful distinction:
- PFOA phase-out: The EPA's 2010/2015 PFOA Stewardship Program phased out manufacture and import of PFOA in the United States by 2015. Whether a specific formulation is PFOA/BPA/APE-free requires checking that product's current technical documentation — not a blanket industry claim.
- Thermal decomposition: PTFE should not be overheated beyond its rated limits. Chemours SDS data identifies hydrogen fluoride, carbonyl fluoride, and other fluorinated compounds as potential decomposition products. NIOSH data indicates degradation can begin between 140–325°C under certain conditions. Operate within the product's rated temperature range.
Maintenance and Service Life
Keeping the coating intact starts with proper cleaning. PTFE-coated anodized aluminum should be cleaned with non-abrasive methods. Abrasive pads or brushes scratch the PTFE surface, creating nucleation points (microscopic damage sites) for further wear and reducing nonstick performance.
In industrial settings like rotational molding:
- The hard anodized substrate typically accepts recoating without stripping back to bare aluminum
- Periodic recoating is more cost-effective than mold replacement
- Rotocast Technologies offers mold repair and refurbishment services, including recoating, as part of their service portfolioas part of our mold refurbishment services
Frequently Asked Questions
Can aluminum be Teflon coated?
Yes. Aluminum accepts PTFE coating well, particularly when anodized first. The anodized oxide layer creates a micro-porous surface that gives PTFE particles a mechanical anchor, dramatically improving adhesion and coating durability compared to PTFE over bare aluminum.
Is Teflon-coated aluminum cookware safe?
Properly cured PTFE coatings on aluminum are regulated under 21 CFR 177.1550 for food contact and are stable at normal cooking temperatures. Modern formulations fall under the EPA's PFOA phase-out program. Avoid sustained overheating beyond the coating's rated temperature limit.
Does anodizing improve Teflon adhesion on aluminum?
Anodizing creates a micro-porous aluminum oxide layer that acts as a mechanical anchor for PTFE particles during application and cure. Research confirms this interlocking improves wear behavior and reduces friction over time compared to untreated aluminum.
How long does Teflon coating last on anodized aluminum?
In typical industrial use, PTFE coatings on hard anodized aluminum last 1–3 years before recoating is needed, though light-duty applications often see longer service. The hard anodized underlayer extends coating life by absorbing mechanical load, and periodic recoating restores performance without requiring full strip-down to bare metal.
What is the maximum operating temperature for Teflon-coated anodized aluminum?
Most industrial PTFE coatings are rated for continuous use up to 260°C / 500°F, with intermittent exposure tolerance up to 316°C / 600°F with adequate ventilation per Chemours data. Always verify limits against the specific product's technical data sheet, as multi-fluoropolymer systems may have different ratings.


