
That said, "A356" isn't a single fixed material. It's a family of controlled-purity alloys where small differences in iron content and impurity limits translate into measurable differences in ductility, fatigue resistance, and long-term performance. Getting the designation right — and specifying the correct sub-variant, casting process, and heat treatment — determines whether a part succeeds or fails in service.
This guide covers A356's chemical composition, mechanical properties, heat treatment behavior, and key applications, with direct comparisons to 356.0, 6061, and A357 to help you make the right selection.
Key Takeaways
- A356 is an Al-Si-Mg casting alloy (Si 6.5–7.5%, Mg 0.25–0.45%) with iron held to ≤0.20% — tighter than standard 356.0
- T6 heat treatment roughly doubles yield strength versus the as-cast condition
- Key applications: automotive wheels, aerospace housings, pump bodies, and precision rotational mold tooling
- Unlike 356.0, A356 enforces stricter impurity limits; unlike 6061, it is a cast alloy rather than wrought
- Sub-variants A356.0, A356.1, and A356.2 carry progressively tighter impurity controls — confirm the correct sub-variant before ordering
What Is A356 Aluminum?
A356 belongs to the Aluminum Association's 3xx.x casting series — alloys where silicon is the primary addition, combined with magnesium for heat-treatability. The designation breaks down as follows:
- 3xx.x — Al-Si casting alloys (with Cu and/or Mg additions)
- .0 suffix — casting form (A356.0 is the casting alloy)
- .1/.2 suffixes — ingot forms used to produce the casting alloy
- "A" prefix — higher-purity variant with tighter impurity controls than base 356.0
Standard cross-references include AA A356.0, UNS A13560, and JIS AC4CH (confirmed equivalent per MatWeb).
A356 Sub-Variants: Not All A356 Is Equal
The Aluminum Association Pink Sheets (2025) define three sub-variants with progressively tighter chemistry:
| Variant | Form | Fe max | Cu max | Mn max | Zn max |
|---|---|---|---|---|---|
| A356.0 | Casting | 0.20% | 0.20% | 0.10% | 0.10% |
| A356.1 | Ingot | 0.15% | 0.20% | 0.10% | 0.10% |
| A356.2 | Ingot (strictest) | 0.12% | 0.05% | 0.05% | 0.05% |
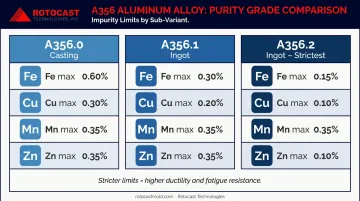
A356.2 is produced from primary aluminum and carries the strictest impurity limits in the family. That tighter chemistry delivers greater elongation, higher strength, and meaningfully higher ductility than standard 356.0 — differences that matter directly in thin-walled molds that must survive thousands of thermal cycles in production.
This is why Rotocast Technologies specifies A356.2 exclusively for its rotational molds, where the improved ductility profile directly reduces the risk of cracking over a tool's service life.
Beyond alloy grade, the casting process itself shapes performance. A356 is compatible with sand casting, permanent mold casting, and investment casting — but not high-pressure die casting, which isn't standard for this alloy. Its high silicon content provides excellent mold-filling fluidity and inherent resistance to hot cracking during solidification, making it well-suited for complex geometries and thin-wall sections.
Chemical Composition of A356: Elements and Their Roles
The nominal composition of A356.0 per the Aluminum Association:
| Element | Limit |
|---|---|
| Si | 6.5–7.5% |
| Mg | 0.25–0.45% |
| Fe | ≤0.20% |
| Cu | ≤0.20% |
| Mn | ≤0.10% |
| Zn | ≤0.10% |
| Ti | ≤0.20% |
| Al | Balance |
Every limit reflects a deliberate metallurgical trade-off:
Silicon (6.5–7.5%)
Silicon is the castability element. It lowers the alloy's melting point, improves melt fluidity, and suppresses hot cracking during solidification — all of which enable thin-wall and complex-geometry castings. Strengthening comes not from silicon but from magnesium.
Magnesium (0.25–0.45%)
Magnesium is the strengthening element. During T6 heat treatment, Mg reacts with Si to form Mg₂Si precipitates that obstruct dislocation movement and increase strength. Higher Mg content within the specified range produces a stronger response to artificial aging. A 2025 study in Metals confirmed via XRD that Mg₂Si forms only after heat treatment — not in the as-cast state.
Iron (≤0.20%) — The Critical Limit
Iron is where A356 earns its premium designation. At ≤0.20%, A356 holds iron to one-third the level allowed in standard 356.0 (≤0.60%). The reason: iron forms brittle β-Al₅FeSi intermetallic needles during solidification that act as stress concentrators, reducing ductility, elongation, and fatigue life.
Research published in Metallurgical and Materials Transactions B (2017) varied Fe from 0.2 to 1.2 wt% in A356 and found that both tensile strength and elongation declined as iron increased.
A 2024 study in the Journal of Materials Research and Technology reported a sharp elongation drop after Fe exceeded 0.60 wt%, linked directly to the growth of needle-shaped β phases. In fatigue-critical applications, keeping iron near A356.2 limits (≤0.12%) rather than the A356.0 maximum (≤0.20%) is worth the premium.
Supporting Elements
- Copper (≤0.20%) — Minor additional strength through precipitation hardening; kept low because excess copper reduces toughness and increases corrosion susceptibility
- Titanium (≤0.20%) — Grain refiner; improves microstructural uniformity during solidification and enhances surface quality
- Manganese and Zinc (≤0.10% each) — Minor solid-solution contributors; their low limits prevent secondary phase formation that degrades mechanical performance
Mechanical and Physical Properties of A356
Strength by Temper: F vs. T6
The gap between as-cast and T6 properties is significant enough to govern application selection:
| Property | As-Cast (F temper) | T6 (Sand Cast) | T6 (Permanent Mold) |
|---|---|---|---|
| Tensile Strength | ~230 MPa | ≥234 MPa | 255–310 MPa |
| Yield Strength | ~130 MPa | ≥165 MPa | 152–241 MPa |
| Elongation | ~3.5% | ≥3.5% | 6%+ |

T6 sand-cast data sourced from MatWeb (AA-supplied); permanent mold ranges from ASM Alloy Digest. Property values vary by casting route — don't use sand-cast values as universal design numbers for permanent mold parts.
Hardness
In the T6 condition: 70–105 HB Brinell. For thick-section castings, Brinell testing on the cast surface is preferred over Rockwell. Hardness is a common field acceptance criterion but should be paired with tensile test certification for structural applications.
Physical Properties
- Density: 2.67 g/cm³
- Thermal conductivity: 151 W/m·K at 25°C
- Melting range: 557–613°C (solidus to liquidus)
Thermal conductivity matters most in mold tooling applications. At 151 W/m·K, cast A356 transfers heat to the mold cavity roughly three times faster than steel (~50 W/m·K), which directly reduces cycle time in rotational molding.
Rotocast Technologies uses A356.2 with uniform 6–10 mm (¼″–⅜″) wall sections specifically to take advantage of this conductivity — consistent wall thickness means consistent heat distribution across the mold cavity.
Fatigue Behavior
Fatigue — not static tensile strength — governs design in rotating or cyclically loaded applications like wheels and pump impellers. Published fatigue testing of A356-T6 wheels and rotating-bending specimens shows that A356's low iron content improves fatigue life by reducing crack-initiating intermetallic inclusions. Exact fatigue stress amplitudes vary by casting quality, porosity level, and test conditions; use application-specific testing for design values.
Heat Treatment: T5 and T6 for A356
T5 vs. T6: The Choice Matters
| T5 | T6 | |
|---|---|---|
| Process | Artificial aging only (no solution treatment) | Solution treat → quench → artificial age |
| Typical UTS | Up to ~280 MPa | ≥234–310 MPa (route-dependent) |
| Typical YS | Up to ~209 MPa | 165–241 MPa |
| Strength vs T6 | 30–40 MPa lower | Maximum achievable |
| Use when | Moderate strength, lower distortion risk, lower cost | Structural, fatigue-critical applications |
T6 Process Parameters
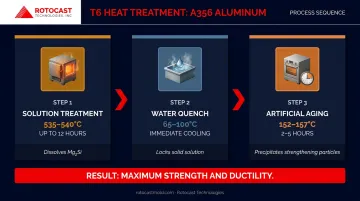
The standard T6 sequence for A356, per MatWeb (Aluminum Association-sourced data):
- Solution treatment — 535–540°C held for up to 12 hours; dissolves Mg₂Si and other precipitates into solid solution
- Water quench — immediate cooling in water at 65–100°C (150–212°F); locks the supersaturated solid solution
- Artificial aging — 152–157°C for 2–5 hours; precipitates fine, uniformly distributed Mg₂Si particles that provide strengthening
Each step is non-negotiable. Skipping or shortening any step has documented consequences:
- Insufficient soak time → undissolved precipitates → reduced strengthening response
- Slow quench → coarse precipitate re-formation → lower strength and toughness
- Over-aging (too long or too hot in aging step) → precipitate coarsening → measurable hardness loss
Parts that fail heat treatment often look acceptable on visual inspection and still underperform in service. Always request heat treatment records, not just final hardness certificates.
Applications of A356 Across Industries
Automotive and Aerospace
A356-T6 is standard for automotive wheels — confirmed by SAE technical literature on A356-T6 wheel validation. Its fatigue resistance under cyclic loading and weight savings versus steel are decisive. Other automotive uses include suspension arms, cylinder heads, and transmission housings.
In aerospace, ASM Alloy Digest confirms A356.0 for aircraft and missile components requiring high strength and corrosion resistance, typically for non-structural housings, brackets, and enclosures.
Industrial and Marine
A356 is widely used for:
- Pump housings and valve bodies where pressure tightness is required
- Impellers and high-velocity blower components
- Marine fittings and structural castings where saltwater corrosion resistance is critical
Precision Rotational Mold Tooling
Cast aluminum's thermal conductivity advantage over steel is well-established in rotational molding tooling literature. For mold tooling specifically, A356's properties align directly with what the process demands:
- Thermal conductivity (151 W/m·K) drives heat into the resin faster, shortening cycle time
- Castability allows complex mold geometries to be produced near-net-shape
- Low iron content minimizes internal defects that would compromise mold integrity during repeated thermal cycling
Rotocast Technologies, operating out of Akron, Ohio since 1956, specifies A356.2, the strictest-chemistry sub-variant, for all its rotational molds. A356.2's lower impurity ceiling (Fe ≤0.12%, Cu/Mn/Zn ≤0.05% each) delivers the enhanced ductility and strength needed for thin-walled castings that cycle continuously in production environments.

Their sand-cast molds with ¼″–⅜″ wall thickness are finished to customer specification — shot peen, sandblast, acid etch, mirror polish, or Teflon coating — reflecting a casting process refined over decades of tire mold and rotational mold production. Customers including Toter, Inc. and Rubbermaid Commercial Products have maintained long-term relationships with Rotocast based on consistent mold quality and production reliability.
A356 vs. 356.0 vs. 6061: Key Differences
A356 vs. 356.0
The "A" prefix is not cosmetic. The differences are chemical and mechanical:
| A356.0 | 356.0 | |
|---|---|---|
| Fe max | 0.20% | 0.60% |
| Mg₂Si ductility impact | Minimized | Significant beta-phase risk |
| Preferred use | Safety-critical, fatigue-sensitive castings | General non-structural castings |
The iron difference is the primary driver of this performance gap. For ductility-critical applications (wheels, structural brackets, mold tooling), A356 is the correct specification. 356.0 may be acceptable for non-structural housings where fatigue and elongation are not governing criteria.
A356 vs. 6061
These alloys share overlapping Al-Si-Mg chemistry but are not interchangeable:
| A356 | 6061-T6 | |
|---|---|---|
| Type | Casting alloy | Wrought alloy |
| Manufacturing route | Sand/permanent mold/investment casting | Extrusion, rolling, forging |
| Elongation (T6) | 3.5–6%+ | ~12% |
| Corrosion (saltwater) | Excellent | Good |
| Best for | Complex-geometry near-net-shape parts | Structural sections, machined plate, bar |
Substituting one for the other requires changing the manufacturing process entirely. A356 exists to make shapes that can't be economically extruded or rolled. 6061 exists to produce consistent wrought product forms with higher ductility.
A356 vs. A357
A357 carries higher magnesium (0.40–0.70% per MatWeb) plus beryllium (0.04–0.07%), delivering higher post-T6 strength. The tradeoff: beryllium exposure risk. Per CDC/NIOSH guidance, workers exposed to beryllium-containing materials risk sensitization and chronic beryllium disease.
Selection framework:
- A357 makes sense when maximum T6 strength is the priority and beryllium handling protocols are already in place
- A356 suits wider use cases, offers easier sourcing, and covers most applications where the A357 strength increment isn't required
Frequently Asked Questions
What is the composition of A356.0?
A356.0 contains Si 6.5–7.5%, Mg 0.25–0.45%, Fe ≤0.20%, Cu ≤0.20%, Mn ≤0.10%, Zn ≤0.10%, Ti ≤0.20%, with aluminum as the balance. These limits are stricter than 356.0, particularly on iron, which directly improves ductility and fatigue performance.
What is the melting point of A356?
A356 melts across a range: solidus at 557°C and liquidus at 613°C (approximately 1035–1135°F), not a single point. This span governs casting temperature control and affects how the alloy fills the mold during solidification.
Can A356 be welded?
A356 is weldable, but welding heat degrades mechanical properties in the heat-affected zone. Any structural application requiring welding should specify post-weld heat treatment, and filler alloy selection must be matched accordingly to achieve consistent joint performance.
What is the difference between 6061 and A356 aluminum?
A356 is a casting alloy suited for complex-geometry parts with excellent corrosion resistance but lower ductility (~3.5–6% elongation). 6061 is a wrought alloy for extruded or machined structural sections with higher ductility (~12% elongation). Which alloy to use depends on the manufacturing process as much as the chemistry.
Is A356 aluminum good for wheels?
A356-T6 is one of the most widely specified alloys for aluminum wheels. Its fatigue resistance under cyclic loading, favorable strength-to-weight ratio, and ability to cast into complex wheel geometries with consistent properties make it the standard choice for both OEM and aftermarket applications.
What does A356 aluminum cost?
A356 carries a price premium over commodity aluminum alloys due to tighter compositional controls, particularly A356.2, which requires primary aluminum feedstock. Final cost reflects base aluminum (LME), low-iron purity premium, casting route, heat treatment, and certification. Fastmarkets publishes a named A356.2 ingot assessment (delivered, $/lb), but values fluctuate with commodity markets.


