
That pattern is more common than it should be. For A356-T6 cast aluminum in structural or cyclic service, the plane strain fracture toughness — KIC — governs whether a component survives crack-initiating stresses in the field, not whether it cleared its tensile or yield strength targets. A casting can pass every standard mechanical requirement and still fail catastrophically if its KIC is inadequate for the actual flaw population it carries.
Understanding what typical KIC values look like, what causes them to vary between nominally identical castings, and how they are properly measured and validated is essential for correct material specification. This is especially true given that published handbook values assume ideal conditions — sound castings, properly executed T6 treatment — that real production parts don't always deliver.
Key Takeaways
- Sand cast A356-T6 typically achieves KIC of 22–28 MPa√m; permanent mold castings typically reach 25–32 MPa√m, both per ASTM E399
- T6 heat treatment improves fracture toughness over as-cast condition by spheroidizing the eutectic silicon network and enabling Mg₂Si precipitation hardening
- Casting quality — porosity, iron intermetallics, and eutectic Si morphology — governs real-world KIC as much as alloy chemistry
- Published KIC values assume sound, properly treated castings — deviations from either condition can pull actual values well below the published range
- Exceeding KIC triggers sudden, unstable crack propagation — no plastic deformation, no warning
What Fracture Toughness Actually Represents
KIC is the plane strain fracture toughness: the critical stress intensity factor at which a pre-existing crack propagates unstably under Mode I (tensile opening) loading. Expressed in MPa√m or ksi√in, it represents the material's inherent resistance to crack growth from a sharp pre-existing flaw. It is an intrinsic material property, not a test artifact.
The governing relationship is K = σ√(πa), where σ is applied stress and a is flaw size. KIC sets the critical combination of those two variables before fast fracture occurs. That makes it a constraint on both stress levels and inspection requirements at once: reducing assumed flaw size through reliable NDT directly increases the allowable applied stress without changing the material at all.
KIC vs. Other Toughness Metrics
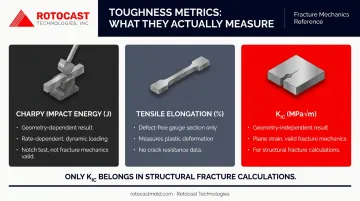
KIC is not interchangeable with Charpy impact energy or tensile elongation, though engineers sometimes treat them as proxies:
- Charpy impact energy (J) measures energy absorbed in a dynamic notch test on a standard geometry — it is geometry-dependent and rate-dependent
- Tensile elongation (%) measures uniform plastic deformation in a defect-free gauge section — it says nothing about crack resistance from a sharp pre-existing flaw
- KIC is geometry-independent under plane strain constraint and is the only value that belongs in fracture mechanics structural calculations
The two can move in opposite directions. T6 treatment increases KIC over as-cast condition while reducing elongation. Using elongation to infer fracture toughness adequacy is unreliable, and a documented source of incorrect material acceptance decisions.
Why T6 Specifically Drives KIC Evaluation
T6 precipitation hardening through Mg₂Si maximizes yield strength but shrinks the plastic zone at the crack tip. That reduction in crack-tip plasticity means elongation is no longer the governing fracture parameter. For structural design of A356-T6 components, KIC is the value that belongs in the calculation.
Plane Strain vs. Plane Stress — A Practical Caution
KIC is only a valid, thickness-independent material property when specimen (or component section) thickness is sufficient to enforce plane strain constraint at the crack tip. Thinner sections allow plastic zone relaxation, yielding artificially higher apparent toughness values that cannot be transferred to thicker-section analysis.
This matters directly for cast rotational mold walls. At the thicknesses typical in that application, often ¼" to 3/8" (roughly 6–10 mm), the geometry may not enforce full plane strain conditions. Castings at those dimensions may exhibit apparent toughness exceeding the plane strain KIC, but this cannot be assumed in design without geometry-specific fracture mechanics analysis.
Microstructural and Process Factors That Govern KIC
The gap between published handbook KIC and actual field values is real and documented. Tiryakioglu's meta-analysis of cast Al-7%Si-Mg T6 alloys reanalyzed 20 datasets covering 125 data points and found considerable scatter attributed to defects — pores and oxide bifilms — with many datasets producing only conditional KQ values rather than valid KIC because ASTM E399 validity criteria failed. Nominally identical alloy designations do not produce identical toughness.
Four variables account for most of that scatter:
Eutectic Silicon Morphology
In the as-cast condition, silicon forms a coarse, continuous interdendritic network that acts as a preferential crack path with minimal energy absorption. T6 solution treatment at approximately 535–540°C breaks down and spheroidizes those Si particles, removing the continuous crack path. Research by Di Giovanni et al. directly quantified this: A356 specimens with Si aspect ratios of 1.44–1.92 and equivalent Si diameters of 2.82–4.39 µm showed measurable improvements in fracture resistance as aspect ratio and secondary dendrite arm spacing (SDAS of 34.3–69.6 µm) decreased. Finer, rounder Si particles mean higher crack initiation resistance.
Porosity and Shrinkage Defects
Where Si morphology governs crack initiation resistance, porosity governs the flaw size the structure already contains. Sub-surface pores and shrinkage cavities are pre-existing flaws — they are the a in the fracture mechanics equation, directly reducing the critical applied stress needed to reach KIC. The same Di Giovanni et al. study measured porosity area fractions from 0.92% to 3.93% across A356 specimens and found that fracture resistance increased as equivalent porosity diameter decreased. Even the lower end of that range — around 0.92–1% — corresponded to measurably reduced toughness values.
Casting density is the single most controllable process lever for KIC. Producers who achieve consistently low porosity let customers apply published KIC design values directly, without adding knockdown factors to cover unknown defect populations. Rotocast Technologies pours A356.2 with strict impurity limits and primary aluminum ingot, targeting the dense castings that remove this uncertainty for fracture-critical applications.
Iron Intermetallic Phases
Beyond porosity, alloy chemistry itself introduces a structural liability when iron content climbs. Fe above approximately 0.20% promotes formation of β-Al₅FeSi — needle-shaped intermetallics that are inherently brittle and act as crack nucleation sites. Research on β-Al₅FeSi effects in A356.0 confirms these phases degrade both mechanical and fatigue properties. This is the primary reason A356 (Fe ≤ 0.20%) achieves materially higher KIC than 356 (Fe ≤ 0.60%) despite sharing identical nominal Si and Mg chemistry — and why the A356.2 variant, with still tighter impurity limits and primary aluminum ingot, provides the strongest toughness baseline in the A356 family for fracture-sensitive applications.
Heat Treatment Precision
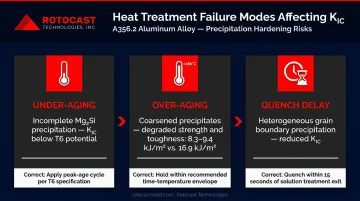
All three KIC-relevant failure modes stem from heat treatment execution, not alloy specification:
- Under-aging — insufficient temperature or time limits Mg₂Si precipitation, leaving KIC below T6 potential
- Over-aging — temperatures above ~180°C coarsen precipitates and degrade both strength and toughness; Di Giovanni et al. measured A356 fracture resistance at 190°C aging as JIc 8.3–9.4 kJ/m², significantly lower than the 16.9 kJ/m² achieved at 155°C
- Quench delay — excessive delay after solution treatment causes heterogeneous precipitation at grain boundaries, reducing KIC
A drawing callout of "A356-T6" does not guarantee any of these steps were executed correctly.
Fracture Toughness Range and Design Limits for A356-T6
Nominal KIC Range by Casting Method
| Casting Method | Condition | Typical KIC Range |
|---|---|---|
| Sand cast | As-cast (F) | ~18–22 MPa√m |
| Sand cast | T6 | 22–28 MPa√m (20–25 ksi√in) |
| Permanent mold | T6 | 25–32 MPa√m (23–29 ksi√in) |
Both T6 ranges are per ASTM E399 plane strain testing. Finer grain structure and lower porosity in permanent mold castings account for the consistently higher KIC relative to sand cast — the process difference, not the alloy, drives the gap.
Some published sources cite A356.0-T6 fracture toughness as high as 35–40 MPa√m. The Tiryakioglu meta-analysis clarifies this: the broader Al-7%Si-Mg T6 dataset spans 17–35 MPa√m, and values toward the upper end frequently reflect plane-stress test conditions, non-standard specimen geometries, or the tighter A356.2 variant rather than standard sand-cast A356.0. Before applying any value above ~30 MPa√m, verify ASTM E399 plane strain validity criteria were met.
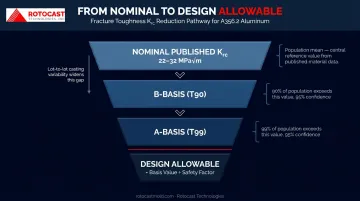
Design Allowable vs. Nominal Published Values
The nominal values in the table above are means — not ready-to-use design limits. For structural design, the relevant number is the statistical lower bound of a measured distribution. MMPDS defines two standard bases:
- B-basis (T90): at least 90% of the population exceeds this value with 95% confidence
- A-basis (T99): at least 99% of the population exceeds this value with 95% confidence
In deterministic structural design, the nominal KIC is discounted by a knockdown factor before applying it to calculations. The exact knockdown depends on lot-to-lot variability in the specific production process — which is why casting consistency matters as much as nominal alloy capability.
Applied stress intensity — from both load and flaw size — must remain below KIC by a defined factor of safety. Reducing assumed flaw size through reliable NDT — X-ray, CT scanning — is a direct lever for increasing allowable applied stress without changing the material.
How KIC Is Measured and Validated
Specification Requirements
KIC is tested per ASTM E399, referenced directly in engineering drawings or material specifications. ASTM B26 (sand castings) and ASTM B108 (permanent mold castings) define composition and baseline properties, but neither mandates KIC testing by default. For fracture-critical applications, engineers must explicitly add it as a supplemental test requirement.
That distinction matters: handbook-rated values reflect population data. Lot-tested, certified KIC values on material certifications reflect the actual parts you received. Your design calculation depends on which one you're using.
ASTM E399 Test Mechanics
The test uses compact tension (CT) or single-edge notched bend (SENB) specimen geometry with mandatory fatigue pre-cracking to create a sharp crack. The plane strain validity criterion requires:
B ≥ 2.5(KIC/σy)²
For A356-T6 at KIC = 25 MPa√m and σy = 200 MPa, minimum specimen thickness B = 39.1 mm. That specimen must be extracted from a representative casting location — not machined from separate wrought bar stock, which would not capture the casting's actual microstructure and defect population.
The Field-Lab Gap
KIC has no in-field measurement technique — it's exclusively a laboratory determination. Hardness testing (Vickers or Brinell) serves as an indirect lot-acceptance check for heat treatment compliance, but it does not substitute for KIC testing in fracture-critical specifications. It does, however, catch the worst-case scenario: castings labeled T6 that were never properly heat treated.
Implications of Operating Below Adequate Fracture Toughness
When KIC is exceeded, crack propagation becomes unstable and self-sustaining. The component fails suddenly, without significant plastic deformation or visible warning deflection. For A356-T6, this manifests as brittle fracture through interdendritic eutectic regions — the cast microstructure essentially guides the crack.
The failure chain is direct:
- Low KIC from porosity, high Fe content, or inadequate T6 treatment
- Stress concentration from a pore, sharp notch, tooling mark, or section change
- Applied K reaches KIC at stresses that would be acceptable in a sound casting
- Catastrophic fracture with no plastic warning

In cyclic service — pump housings, suspension components, thermally cycled tooling — the mechanism is compounded. Pre-existing flaws grow incrementally under fatigue loading per the Paris law relationship. McDowell et al.'s fatigue modeling of A356-T6 characterized long-crack growth parameters including exponent M = 4.2, confirming that crack growth accelerates as flaw size increases. When the growing crack brings K up to KIC, fast fracture occurs — and components with reduced KIC from porosity or under-aging reach that threshold at smaller crack sizes and lower applied stresses.
Under-specifying KIC — particularly by using nominal rather than statistically validated design allowables — creates measurable liability risk in structurally loaded applications. A mold or casting that passes chemistry and tensile requirements can still carry flaws large enough to trigger fast fracture under operating loads if fracture toughness was never verified. Lot-level certification that includes fracture toughness data, not just hardness and chemistry, is the only way to confirm a casting will perform at its rated service conditions rather than at the toughness floor of a poorly controlled pour.
Frequently Asked Questions
What is the typical fracture toughness (KIC) of A356-T6 aluminum?
Sand cast A356-T6 typically falls in the range of 22–28 MPa√m (20–25 ksi√in); permanent mold castings typically achieve 25–32 MPa√m (23–29 ksi√in) per ASTM E399. Both ranges assume sound, properly heat-treated castings — porosity or heat treatment deviations can pull actual values well below these figures.
How does T6 heat treatment improve fracture toughness compared to as-cast A356?
T6 solution treatment spheroidizes the coarse, continuous eutectic silicon network present in as-cast condition, eliminating the preferential crack path that makes as-cast material brittle. Mg₂Si precipitation then strengthens the matrix. The combined effect raises KIC from the as-cast range of ~18–22 MPa√m up to the T6 range of 22–32 MPa√m, depending on casting method.
What causes fracture toughness to differ between sand cast and permanent mold A356-T6?
Permanent mold casting produces finer grain structure, faster solidification rates, and lower porosity than sand casting. All three reduce pre-existing flaw populations and produce a more uniform microstructure — resulting in consistently higher and less variable KIC values, typically 3–7 MPa√m above equivalent sand cast parts.
How is fracture toughness of A356-T6 measured, and what standard applies?
ASTM E399 is the governing test method, using compact tension or SENB specimen geometry with mandatory fatigue pre-cracking. The plane strain validity criterion (B ≥ 2.5(KIC/σy)²) requires specimens of minimum thickness extracted from representative casting locations, not from separate bar stock.
Does casting porosity significantly affect fracture toughness in A356-T6 parts?
Yes. Pores and shrinkage cavities act as pre-existing sharp flaws that reduce the critical applied stress required to initiate fast fracture. Research on A356 specimens shows that porosity area fractions as low as 0.92–1% reduce fracture resistance. For fracture-critical components, casting density is a primary quality control variable.
How does A356-T6 fracture toughness compare to wrought aluminum like 6061-T6?
Wrought 6061-T6 generally achieves somewhat higher KIC values, attributed to the absence of casting-related porosity and a more homogeneous microstructure. However, A356 is the practical choice where complex geometries cannot be produced by wrought processing, and with high casting quality — particularly in A356.2 grade with tightly controlled impurities — the gap narrows substantially.


