This article breaks down how each method works, compares them across the factors that actually drive decisions — cost, precision, volume, lead time, and geometry — and provides a clear framework for choosing the right process. For rotational mold manufacturers specifically, there's an important wrinkle worth understanding before you reach the conclusion.
Key Takeaways
- Casting pours molten aluminum into a mold cavity — best for high-volume runs, complex shapes, and lower per-unit costs at scale
- CNC machining cuts parts from solid aluminum stock — best for tight tolerances, low volumes, and designs still in flux
- Casting carries higher upfront tooling cost; machining has lower setup cost but per-unit cost stays flat regardless of volume
- Key decision factors: production volume, tolerance requirements, geometry complexity, budget, and lead time
- For rotational mold manufacturing specifically, casting dominates — thin-walled, high-surface-quality geometry demands it
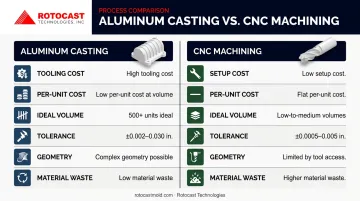
Aluminum Casting vs. CNC Machining: Quick Comparison
| Factor | Aluminum Casting | CNC Machining |
|---|---|---|
| Tooling/Setup Cost | High (mold/die required) | Low (program update only) |
| Per-Unit Cost at Volume | Low | Relatively flat |
| Production Volume Fit | Medium to high (500+ units) | Low to medium |
| Achievable Tolerances | ±0.002–0.030 in. (type-dependent; tightest for die casting) | ±0.005 in. standard; ±0.0005 in. for bores |
| Surface Finish | 32–1,000 µin Ra (varies by type) | ~63 µin Ra (flat surfaces) |
| Design Complexity | High — internal geometry possible | Moderate — limited by tool access |
| Material Waste | Low (near-net shape) | Higher (subtractive) |
| Lead Time | 3–5+ weeks (tooling setup) | As fast as 1 day |
These figures are starting points, not absolutes. Casting tolerances and surface finish shift considerably depending on whether you're working with sand, die, or permanent mold. The sections below break down those variables in practical terms.
What Is Aluminum Casting?
Aluminum casting forms parts by pouring molten aluminum into a pre-formed mold cavity and allowing it to solidify into a near-net shape. Aluminum works well as a casting metal for practical reasons: it's roughly one-third the density of steel at 2.7 g/cm³ (per NIST materials data), thermally conductive, corrosion-resistant, and capable of filling complex cavities.
The Four Main Casting Types
| Type | Best For | Tolerance Range | Surface Finish |
|---|---|---|---|
| Sand Casting | Prototypes, large/simple parts, low volumes | ±0.030 in. (first inch) | 500–1,000 µin Ra |
| High-Pressure Die Casting (HPDC) | High-volume standardized parts, fast cycles | ±0.002 in. (precision) | 32–64 µin Ra |
| Permanent Mold / LPDC | Structural components, lower porosity | ±0.015 in. (first inch) | 200–420 µin Ra |
| Investment Casting | Small intricate parts, fine detail | Not standardized | 60–200 RMS |
Why Casting Makes Economic Sense at Volume
The near-net-shape output is the core efficiency argument. According to NADCA's die casting design sourcebook, automatic screw machining (a subtractive bar-stock process) can waste more than 50% of raw material — casting eliminates most of that waste by forming the shape rather than removing it.
Per-unit cost drops steeply as volume rises, because the tooling investment gets amortized across more parts — negligible at high volumes, but dominant when quantities are low.
Rotocast's Application: Sand Casting for Rotational Molds
Rotocast Technologies, a foundry operating out of Akron, Ohio since 1956, uses sand casting specifically for rotational mold production. Their process produces cast aluminum molds in A356.2 grade aluminum, an alloy chosen for its greater elongation, higher ductility, and lower impurity levels compared to standard 356.0.
Wall thickness is held to ¼" to 3/8", thin enough to transfer heat uniformly to the resin inside the mold during the rotomolding cycle.
Achieving thin walls, high-quality interior surfaces, and dense, defect-free castings simultaneously is technically demanding. Only a handful of foundries in North America can meet the quality standards rotational molding requires — a bar Rotocast set while producing precision aluminum tire molds, where the same thin-wall tolerances applied.

Where Casting Fits Best
- High-volume production runs (typically 500+ units)
- Parts with complex internal geometry or hollow sections
- Applications where consistent part-to-part repeatability matters more than extreme precision
- Scenarios where lower per-unit cost is the priority
Industries where casting dominates: automotive engine blocks and transmission housings, aerospace structural brackets, industrial equipment housings, consumer goods enclosures, and rotational molds for plastic manufacturing.
What Is CNC Machining?
CNC (Computer Numerical Control) machining is a subtractive process. A solid aluminum billet is clamped to the machine bed, and computer-programmed tools — mills, lathes, drills — remove material to produce the final geometry. The process starts with a CAD file that controls tool path, speed, and cutting depth.
Precision Benchmarks
Protolabs' CNC milling specifications set standard machining tolerance at ±0.005 in. (0.13 mm), with holes and bore-style features reaching ±0.0005 in. (0.01 mm) when a technical drawing is provided. As-machined surface finish runs approximately 63 µin Ra on flat surfaces.
No tooling molds are required, which keeps setup cost low. Design changes between runs require only a program update — no new tooling investment.
The trade-off is waste and cost scaling. Material is removed, not formed, so scrap rates run higher than casting. Per-unit cost also doesn't drop meaningfully with volume — a key reason high-run production typically favors casting instead.
Common Aluminum Grades for Machining
| Alloy | Machinability | Key Characteristic |
|---|---|---|
| 6061-T6 | 50% | General-purpose, strong, corrosion-resistant |
| 7075-T6 | 70% | High-strength, aerospace applications |
| 5052-H32 | Not rated | Marine, excellent corrosion resistance |
| 2024-T3 | 70% | Fatigue resistance, structural parts |
Key machining operations:
- Milling produces flat surfaces, slots, and contoured profiles
- Turning handles cylindrical parts and round features
- Drilling creates holes, bores, and threaded features
Where CNC Machining Fits Best
- Low-to-medium production volumes
- Prototyping and iterative design phases
- Parts requiring tight tolerances or controlled surface finish
- Applications where tooling investment isn't justified by volume
Industries where machining dominates: aerospace structural components, medical devices, precision electronics enclosures, custom automotive parts, and post-cast finishing of aluminum molds.
Casting vs. Machining: Choosing the Right Method
Neither process is universally better. The decision comes down to five variables.
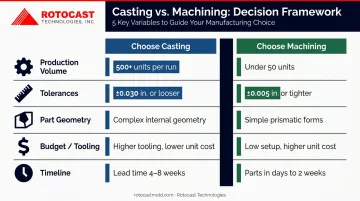
The Five Decision Variables
| Variable | Choose Casting | Choose Machining |
|---|---|---|
| Production Volume | 500+ units | Under 500 units |
| Tolerances | ±0.010 in. acceptable | ±0.005 in. or tighter required |
| Part Geometry | Complex, hollow, thin-walled | Simpler geometry, full tool access |
| Budget/Tooling | Can amortize die/mold cost | Low upfront investment needed |
| Timeline | Weeks acceptable | Parts needed within days |
The Cost Curve Reality
Casting has high upfront tooling cost — HPDC die tooling for miniature parts alone runs $7,000 to $35,000 per NADCA benchmarks — but per-unit cost drops steeply as volume climbs. Machining has minimal setup cost but per-unit cost stays relatively flat.
According to Fictiv's 2022 casting vs. machining analysis, the break-even point between CNC machining and die casting typically falls somewhere in the 500 to 10,000 parts range depending on complexity. Treat that as directional guidance, not a fixed number — the actual crossover is project-specific and quote-dependent.
The Lead Time Factor
Lead time is the most underweighted variable in the casting-vs-machining decision. Sand casting typically takes 3 to 5 weeks for tooling setup and first article (per Impro Precision's lead time benchmarks). CNC machining can deliver parts in as fast as one day at rapid-turnaround shops.
For urgent prototypes or small-batch orders, machining's speed advantage can easily outweigh its higher per-unit cost.
The Hybrid Approach
When neither method alone meets every requirement, the answer is often to use both. Casting establishes the near-net shape; CNC machining brings critical features to final tolerance.
Rotocast's fully equipped machine shop handles precision features like fill ports, threaded insert pins, pull pins, and gas manifolds after casting — applying tight tolerances only where the part actually demands them.
Real-World Application: Aluminum Casting in Rotational Mold Production
The Association for Rotational Molding (ARM) confirms that cast aluminum molds are widely used in the rotational molding industry because they produce complex shapes that other methods can't match economically. The operational case is more specific.
Rotational molds face requirements that don't apply to most industrial castings: the interior surface becomes the exterior of every part the mold ever produces. Any porosity, blemish, or surface defect in the mold cavity shows up on the finished product.
The mold wall must also be thin and uniform enough to transfer heat quickly and evenly to the resin. Non-uniform walls create hot spots, uneven melting, and inconsistent part wall thickness.
CNC machining alone struggles to meet these requirements economically. Machining a complex mold geometry from solid billet is time-intensive and expensive. It also can't produce internal cavities or undercuts the way casting can.
Rotocast's approach — sand casting with A356.2 aluminum, proprietary foundry tooling, and in-house finishing — addresses these requirements directly:
- Wall thickness held to ¼" to 3/8" for consistent heat transfer
- Surface quality ranging from hand-polish to mirror finish, controlled through a dedicated finishing process
- Casting density managed through process controls developed over 70 years of foundry operation

Customers like Toter, Inc. and Rubbermaid Commercial Products have maintained long-term supplier relationships because the cast molds consistently support their production goals.
If you're evaluating aluminum casting for rotational mold or specialty casting applications, Rotocast Technologies' team — with 70 years of foundry expertise and a fully integrated in-house operation — can help you determine the right approach. Contact them at sales@rotocastmold.com.
Conclusion
Aluminum casting and CNC machining serve fundamentally different purposes. Casting wins on volume efficiency, material utilization, and geometric complexity. Machining wins on precision, setup speed, and design flexibility. For most industrial applications, the smartest approach combines both.
For rotational molders and industrial manufacturers, this decision directly affects mold longevity, part consistency, and production economics. Before committing to either method, evaluate:
- Production volume and whether tooling costs amortize at your run size
- Tolerance requirements and how tight your dimensional specs actually are
- Part geometry and whether complexity favors casting over machined alternatives
When the application demands thin-walled, high-surface-quality castings for rotational molding, Rotocast Technologies has spent nearly 70 years perfecting exactly that process — from foundry pattern to finished mold.
Frequently Asked Questions
How are cast aluminum parts made?
Molten aluminum is poured or injected into a mold cavity — sand, permanent, or die — allowed to solidify, then removed and finished. The mold type determines achievable surface quality, tolerances, and suitable production volume.
Which casting process is best for high-precision, smooth aluminum parts?
HPDC is preferred for high-volume, smooth-surface requirements; permanent mold (gravity or low-pressure) delivers lower porosity and better structural integrity for medium volumes. Investment casting handles the most intricate geometries.
What are the differences between HPDC, LPDC, and gravity die casting?
HPDC injects aluminum under high pressure for fast, high-volume production. LPDC uses low pressure for reduced porosity and better structural integrity. Gravity die casting uses gravity-fed molds suited for smaller runs with good surface quality.
How much does CNC aluminum machining cost?
Cost varies by part complexity, tolerances, setup time, and volume. Aluminum stock material runs approximately $5–$15/kg according to Xometry's cost benchmarks. Per-unit cost is higher than casting at volume, but low setup cost makes machining economical for small runs and prototypes.
Is cast aluminum machinable for post-cast finishing?
Yes, though porosity levels affect surface finish and tool behavior. HPDC and permanent mold castings tend to machine more cleanly than sand castings due to denser, more uniform material structure. NADCA recommends a minimum machining allowance of 0.010 in. to avoid exposing subsurface porosity.
What are the main advantages of aluminum casting for precision parts?
Casting enables complex near-net-shape geometries in a single pour, reduces material waste, and delivers consistent part-to-part repeatability at volume. With the right casting method and foundry expertise, it can achieve surface quality and dimensional accuracy suitable for precision applications, including the uniform wall thickness and smooth interior surfaces that rotational mold tooling requires.