
Introduction
Product designers and manufacturing engineers reach for cast urethane early in most development cycles: it's fast, affordable, and delivers physical parts before hard tooling is justified. The problem is that those same qualities lead teams to push it past what it can reliably do.
When the process fits the application, cast urethane produces production-quality parts in days at a fraction of injection mold tooling costs. When it doesn't fit, parts fail in service, silicone molds degrade ahead of schedule, and development programs stall because no one mapped a clear path to production.
This guide covers the process end-to-end: how it works, what it's good for, which variables determine whether parts come out right, and the conditions where a different manufacturing method will serve you better.
Key Takeaways
- Cast urethane uses liquid polyurethane resin poured into silicone molds derived from a master pattern—no metal tooling required
- Best for runs of 1–100+ parts: prototypes, bridge production, and low-volume end-use parts
- Process runs four stages: create the master pattern, cast the silicone mold, pour and cure the resin, then demold and finish
- Part quality hinges on resin Shore hardness, mold condition, cure temperature, and proper degassing
- Not suitable for high-volume production, tight tolerances, high-heat environments, or chemical exposure
What Is Cast Urethane Molding?
Cast urethane molding is a manufacturing method in which a two-part liquid polyurethane resin (an isocyanate component mixed with a polyol) is poured into a flexible silicone mold and allowed to cure into a solid part that replicates the shape and surface detail of a master pattern.
It is a thermoset process. As Plastics Europe explains, thermosets cure through irreversible chemical crosslinking reactions. Once cured, the material cannot be remelted or reshaped—meaning cast urethane parts can't be recycled or reworked the way thermoplastic parts can.
How It Differs from Injection Molding and Rotational Molding
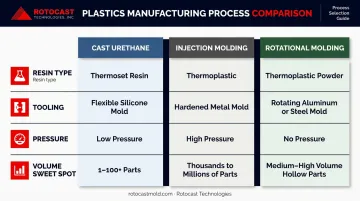
| Process | Resin Type | Tooling | Pressure | Volume Sweet Spot |
|---|---|---|---|---|
| Cast urethane | Thermoset liquid | Flexible silicone | Low/gravity | 1–100+ parts |
| Injection molding | Thermoplastic | Hard metal | High | 1,000s–millions |
| Rotational molding | Thermoplastic powder | Aluminum | None (rotation) | Medium–high volume, hollow parts |
The core trade-off is tooling cost and speed versus scalability. Silicone molds are inexpensive to produce and fast to make — but silicone wears out quickly and can't match the dimensional consistency or throughput of hard tooling. For low-volume runs and prototyping, that trade-off often makes sense; for production at scale, it typically doesn't.
How the Cast Urethane Molding Process Works
The process follows a logical sequence: create a physical pattern, form a mold around it, cast the part, and finish. Each stage is physically dependent on the one before it, so errors carry forward rather than cancel out.
Step 1: Creating the Master Pattern
The master pattern is the physical positive of the desired part. It can be CNC-machined, 3D printed (SLA is preferred for surface detail), or derived from an existing component.
Every surface defect, dimensional error, or texture on the master pattern transfers directly to every part the mold produces. This stage is the foundation. Cutting corners here degrades every downstream part.
Step 2: Making the Silicone Mold
Liquid silicone is poured around the master pattern inside a mold box, allowed to cure, then cut into two halves so the master can be removed. The cavity that remains forms the part.
Mold life varies by silicone grade:
- Standard RTV silicone: approximately 25–50 parts per mold (BJB Enterprises)
- HTV (high-temperature vulcanization) silicone: up to 300–500 parts under the right conditions (Formlabs)
Mold durometer for cast urethane applications is typically 40–50 Shore A—firm enough to hold geometry, flexible enough to release undercuts cleanly.
Step 3: Pouring and Curing the Urethane Resin
The two-component resin is measured, mixed, and pigmented if color matching is required. Before pouring, the mixed resin is degassed in a vacuum chamber to pull out trapped air. The resin then fills the closed mold cavity, either by gravity or under vacuum.
Curing begins at room temperature, followed by a post-cure cycle. Smooth-On datasheets specify post-cure ranges of 65–72°C for 4–8 hours to reach full mechanical properties; the exact range varies by resin, so verify the specific datasheet for the material you're using.
The three most common defect causes at this stage:
- Incomplete degassing (voids and surface pinholes)
- Incorrect mix ratios (soft spots, uncured sections)
- Improper cure temperature (dimensional instability, poor mechanical properties)
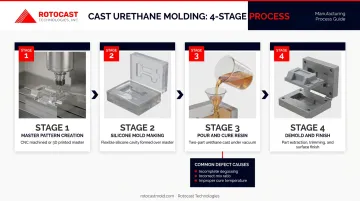
Step 4: Demolding and Post-Processing
Once cured, the mold is opened and the part carefully removed. Flash at the parting line is trimmed, and a secondary post-cure cycle in an oven stabilizes final properties.
Optional finishing operations bring parts to end-use appearance and function. For small-batch programs, this step typically accounts for the most labor time:
- Sanding and surface refinement
- Painting or coating
- Hardware insertion
- Overmolding
Cast Urethane Molding Applications and Industries
Cast urethane spans a wide range of mechanical properties, from very soft elastomers to rigid plastics, making it useful across a broad set of applications and part types.
Common Part Types and Industries
- Consumer electronics: housings, enclosures, bezels for design validation
- Automotive: interior trim, underhood covers, concept model components
- Medical devices: custom-fit prosthetics, orthoses, early-stage device housings
- Industrial: rollers, wheels, bearings, seals, gaskets
- Presentation models: trade show units, investor prototypes
Where It Fits in the Production Lifecycle
Cast urethane is most valuable at three specific stages:
- Design validation — physical parts for fit, form, and function testing before committing to tooling
- Bridge production — generating market-ready or user-test units while hard tooling is being finalized
- Low-volume end-use — applications where injection molding tooling costs ($10,000–$100,000+) aren't justified by order quantities
The process also supports replication of existing objects without CAD models, including rare components, historical artifacts, or custom assemblies. Material combinations are possible through insert molding or overmolding during the cast step.
Key Factors That Affect Cast Urethane Molding Outcomes
Resin Selection and Shore Hardness
The mechanical performance of a cast urethane part is determined almost entirely by the resin chosen. Urethane resins span an enormous hardness range:
- Shore 00 (very soft gels): cushioning, vibration damping, medical pads
- Shore A (flexible elastomers): seals, gaskets, over-molds, flexible housings
- Shore D (rigid plastics): structural components, enclosures, load-bearing parts
For context, Smooth-On's VytaFlex series covers Shore 10A–60A for flexible parts, while TASK 8 reaches Shore 80D for rigid applications. Selecting a Shore A elastomer where the application demands a Shore D rigid part—or vice versa—leads to premature failure. Getting hardness right at the design stage determines whether the finished part performs or fails in service.

Mold Material and Condition
Mold degradation is cumulative and faster than most teams expect. Each cast cycle adds chemical stress, thermal cycling, and mechanical wear to the silicone. By the 30th or 40th part, dimensional accuracy and surface quality are measurably worse than at the first pull.
Key mold variables:
- Silicone grade (RTV vs. platinum-cure vs. HTV)
- Mold durometer (40–50 Shore A is typical)
- Mold age and number of cycles completed
- Mold release application consistency
When production requirements exceed what silicone tooling can deliver, manufacturers often transition to a different process entirely: rotational molding with aluminum tooling. Unlike silicone molds, precision aluminum molds maintain dimensional consistency across high production volumes and support efficient heat transfer to the resin.
Rotocast Technologies, based in Akron, Ohio, produces aluminum rotational molds from A356.2 grade aluminum alloy using a specialized thin-wall sand casting process. Their molds maintain uniform wall thickness in the ¼" to 3/8" range — a design feature that directly supports consistent heat transfer during rotational molding production runs.
Part Geometry and Wall Thickness
Formlabs' vacuum casting guide specifies a recommended wall thickness range of 1.5–4 mm, with an absolute minimum of approximately 1 mm. Deviating from this range causes predictable problems:
- Too thin: incomplete fill, structural weakness, surface defects
- Too thick: uneven cure, shrinkage-induced warping, sink marks
Deep undercuts, large flat sections, and abrupt wall thickness transitions all increase fill difficulty and shrinkage risk. These features require deliberate mold design — specifically, generous draft angles, gating positioned at the thickest sections, and controlled pour rates to manage air displacement.
Cure Conditions and Shrinkage
Urethane resins shrink during cure—and the amount varies significantly by formulation. Smooth-On's material specification charts show shrinkage ranging from less than 0.001 in./in. for flexible VytaFlex elastomers to 0.0173 in./in. for Crystal Clear 220. As a service-bureau design assumption, Xometry and SyBridge use +0.15% typical process shrinkage, but this should always be verified against the specific resin datasheet.
Mold makers must build shrinkage compensation into the mold dimensions at design time. Post-cure in an oven stabilizes final properties and reduces the risk of continued dimensional drift after demolding.
Degassing Technique
Trapped air is one of the most consistent causes of defects in cast urethane parts. Two approaches exist:
| Technique | How It Works | Best For |
|---|---|---|
| Vacuum casting | Resin is drawn into the mold under vacuum, pulling air out as it fills | Small-batch, surface-critical, structurally demanding parts |
| Gravity casting | Resin poured by gravity, mold relies on venting | Simpler geometries with manageable air entrapment |
| Pressure assist | Cast at 40–60 PSI to collapse residual bubbles | Detailed molds, bubble-sensitive applications |

BJB recommends pressure casting at 40–60 PSI to shrink small bubbles and force liquid urethane into detailed mold areas—even after vacuum degassing, turbulence during fill can reintroduce air.
Common Misconceptions and When to Choose a Different Process
Misconception 1: Cast Urethane Is a Direct Substitute for Injection Molding
It isn't. The two processes share a surface similarity—both produce plastic parts from molds—but they operate differently at almost every level. Silicone molds degrade in dozens of cycles. The process is labor-intensive. Per-part costs remain high at any real volume. And polyurethane resins cannot replicate all thermoplastic properties, particularly heat resistance and chemical inertness.
For most programs, cast urethane works best as a bridge to production—not the destination.
Misconception 2: All Urethane Resins Are Interchangeable
Selecting resin by availability or price rather than Shore hardness, heat deflection temperature, and chemical compatibility is a costly and common error in urethane casting. A standard rigid resin like Smooth-Cast 305 has an HDT of 120°F (49°C). TASK 8, by contrast, can reach 263°F after post-cure. Specifying the wrong resin for a thermal or chemical environment results in premature cracking, creep, or complete part failure.
When Not to Use Cast Urethane
Avoid cast urethane molding when:
- Volume requires thousands of identical parts — mold replacement costs and labor make silicone tooling unviable at scale
- Tolerances tighter than ±0.010" per inch are required — shrinkage, mold flex, and geometry variation make this difficult to achieve consistently
- Continuous elevated temperatures are present — standard formulations like Smooth-Cast 305 are rated to 120°F HDT, and even high-performance urethanes fall short of engineering thermoplastics
- Solvents, fuels, or acids are involved — most urethane formulations degrade under sustained chemical exposure
- Long-term outdoor use is required without a UV-stabilized formulation — as Smooth-On notes, the best available claim for urethane is "UV-resistant," not UV-stable
Parts that are large, hollow, and destined for meaningful production volume are typically better candidates for rotational molding. Unlike silicone tooling, aluminum rotational molds — cast from alloys like A356.2 — deliver consistent wall thickness, efficient heat transfer, and tool life measured in years rather than cycles. Rotocast Technologies' design review process helps engineering teams evaluate part geometry before committing to tooling investment.
The Misapplication Signal
If your team is repeatedly ordering new silicone molds to keep up with ongoing design changes—without a clear production pathway in sight—cast urethane is being used by default, not by intent. The process delivers real value when the design is stable enough to commit and the volume is genuinely low. Outside those conditions, tooling costs compound without advancing toward a scalable production solution.
Frequently Asked Questions
What is cast urethane?
Cast urethane is a manufacturing process in which liquid polyurethane resin is poured into a silicone mold to produce solid parts that replicate a master pattern. Unlike injection molding, it uses thermoset resin at low pressure in flexible silicone tooling—no metal molds required.
How much does urethane casting cost?
Mold costs typically run $200–$1,000 per silicone mold set, with per-part costs generally in the $10–$100 range depending on size, material, and complexity. Per-part cost drops with quantity but stays higher than injection molding at production scale due to labor intensity.
What are the tolerances for urethane casting?
Typical tolerances are approximately ±0.010" for the first inch, plus ±0.003" per additional inch. Shrinkage, mold flex, and wall thickness variations can cause deviations, especially in thick or geometrically complex sections.
Can you cast urethane in a silicone mold?
Yes—silicone molds are the standard tooling for cast urethane. Silicone's flexibility allows clean demolding of complex geometries and undercuts. Mold life varies: RTV silicone typically yields 25–50 parts; HTV silicone can extend that to 300–500 under the right conditions.
What is cast polyurethane used for?
Common applications include prototypes, bridge production runs, and low-volume end-use parts such as enclosures, rollers, seals, and medical device housings. Resin selection determines final properties, ranging from rigid to rubber-like.
What is the maximum temperature for cast urethane?
Standard resins like Smooth-Cast 305 have a heat deflection temperature of 120°F (49°C). High-performance formulations such as Smooth-On's TASK 8 can reach up to 263°F after post-cure. Most cast urethanes still fall short of the thermal resistance offered by engineering thermoplastics used in injection molding.


