
This guide covers everything a manufacturer or designer needs: how the process works, which mold types suit different volumes and budgets, the design rules that separate clean pulls from ruined parts, and how to choose the right plastic sheet material.
TLDR: Quick Reference for Vacuum Forming Molds
- Vacuum forming uses heat and suction to pull a plastic sheet over a single mold into a shaped part
- Common mold materials include wood, cast aluminum, structural foam, 3D-printed plastic, and urethane resin
- Every mold needs proper draft angles (3–5° minimum), vent holes in recessed areas, and zero undercuts
- Sheet material choice (ABS, PETG, HDPE, polycarbonate) depends on the part's end-use requirements
- Cast aluminum is the go-to for high-volume production; wood and 3D-printed molds work best for prototyping and short runs
What Is Vacuum Forming and How Does It Work?
According to the British Plastics Federation, vacuum forming heats a plastic sheet until soft, drapes it over a mould, applies vacuum to pull the sheet into shape, then cools and trims the finished part. It's the simplest and most affordable thermoforming method available.
Two related processes are worth distinguishing:
- Pressure forming pushes compressed air behind the sheet to force it against the mold — producing sharper detail and closer to injection-molded aesthetics
- Twin-sheet forming bonds two formed walls together to create hollow parts
Vacuum forming wins on simplicity and tooling cost. That trade-off shapes every downstream decision — including mold material, orientation, and venting — which the steps below make clear.
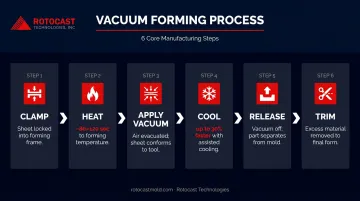
The Six Core Process Steps
- Clamp the plastic sheet in a holding frame
- Heat the sheet until pliable — for reference, 2mm ABS takes roughly 80 seconds; 2mm polycarbonate needs about 120 seconds
- Apply vacuum to pull the softened sheet tightly over or into the mold
- Cool the formed part — active cooling fans or mist systems can cut cooling time by up to 30%
- Release the part from the mold
- Trim excess flashing from the part perimeter
Male vs. Female Mold Orientations
| Orientation | Description | Best For |
|---|---|---|
| Male (positive/convex) | Plastic draped over the outside of the form | Controlling interior dimensions |
| Female (negative/concave) | Plastic drawn into a recessed cavity | Controlling exterior dimensions |
Female molds require vent holes drilled into recessed areas; otherwise, trapped air prevents the sheet from conforming fully to the mold detail.
Types of Vacuum Forming Molds
Mold type is the most consequential decision in vacuum forming. It determines cost, lead time, surface quality, and how many cycles the tool will survive. The right choice hinges on production volume, part complexity, and budget.
Wood Molds
Wood is the most accessible starting point. Sealed hardwood molds can last over 500 cycles, and they're buildable with basic woodworking equipment. The core limitation is thermal instability — heat cycling causes wood to expand, contract, warp, and eventually split.
Best for: Short-run prototyping, design validation, and thick molds with minimal fine detail.
Cast Aluminum Molds
Cast aluminum is the industry standard for high-volume, long-run production. As Advanced Plastiform notes, aluminum tooling is less expensive than the steel or copper-alloy tooling used in injection molding, while still delivering the durability needed for constant high-volume use.
Key advantages:
- Excellent thermal conductivity speeds up forming cycles
- Superior surface finish transfers cleanly to formed parts
- Tight dimensional tolerances maintained across production runs
- Easy temperature control for consistent cycle-to-cycle quality
The tradeoffs are real: lead times and higher upfront tooling investment make cast aluminum unsuitable for short runs or frequent design changes.
When those tradeoffs are acceptable, alloy selection and casting quality become the differentiating factors. Rotocast Technologies produces specialty aluminum castings for vacuum forming using A356.2 grade aluminum alloy, which offers greater elongation, higher strength, and improved ductility compared to standard 356.0.
Their proprietary thin-wall casting process produces high-surface-quality interiors with uniform wall thickness — supporting faster thermal cycling and cleaner part release.

Structural Foam Molds
Structural foam sits between wood and aluminum — more durable than wood, lighter than aluminum, and typically lower cost than machined metal tools. Rigid polyurethane foam tooling boards are uniform, grain-free, machinable, and can be bonded into large monolithic tools. Some high-temperature boards are rated up to 480°F, making them viable for moderate production volumes.
Best for: Medium-to-large production runs where aluminum's cost or weight is a constraint.
3D-Printed Molds
FDM-printed molds (PLA or ABS) can go from design file to usable tool in hours, making them genuinely useful for rapid prototyping. The Formlabs thermoforming white paper covers this approach in detail.
Practical tradeoffs to know:
- Limited heat resistance means molds may deform after repeated high-temperature cycles
- Layer lines transfer to the formed part surface (addressable with progressive sanding)
- Best used for design validation before committing to aluminum tooling
Urethane Resin Molds
Aluminum-filled urethane resins — such as Smooth-On's TASK 18 — are a capable but underused option. TASK 18's published properties illustrate why: 0.0006 in./in. shrinkage, 149°F heat deflection temperature, 3,250 psi tensile strength, and 10,700 psi flexural strength. Minimal shrinkage, heat resistance, and structural rigidity are the right combination for vacuum forming tooling. Urethane molds pour into master shapes, cure in roughly 16 hours, and reproduce fine surface detail reliably.
Best for: Short-to-medium production runs and complex geometries where machined aluminum isn't justified.
Critical Design Principles for Vacuum Forming Molds
These rules apply regardless of mold material. Get them wrong and you'll ruin parts, damage molds, or both.
Draft Angles and Undercuts
Draft angles — slight tapers on vertical mold faces — are what allow the formed sheet to release cleanly. Ray Products' thermoforming design guide gives industry-standard drafts of 1.5–2° for female features and 4–6° for male features. The commonly cited 3–5° range covers most applications, with steeper angles needed for taller features.
Undercuts are a harder problem. Any inward angle, overhanging protrusion, or concave side feature will trap the plastic during demolding — damaging the part, the mold, or both. Solving them requires either mechanical mold actions or a part redesign — there's no workaround.
Vent Holes in Concave Features
Air trapped in recessed mold areas prevents the plastic from conforming fully — you get shallow detail, bridging, and incomplete forming. Formech's tooling guidance specifies:
- ≤0.75mm holes for sheet thickness under 1mm
- 1mm holes for sheet up to 2mm thick
- 1.5mm holes for sheet over 2mm thick
- Typical spacing: every 25mm (1 inch)
- Place vents at every corner, section change, and cavity low point
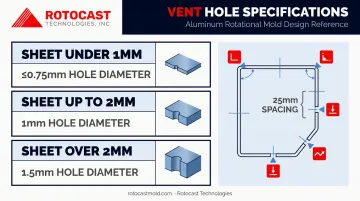
Holes larger than the appropriate size for your sheet thickness will leave visible marks on the formed part.
Avoiding Sharp Angles and Adding Rounded Corners
Sharp interior angles cause the heated sheet to fold on itself, creating webbing instead of clean geometry. Round all corners with a minimum fillet radius — Ray Products' guidance recommends:
- Draw depth 0–3 inches: 0.015–0.125 inch minimum radius
- Draw depth 3–6 inches: 0.125–0.250 inch
- Draw depth over 6 inches: 0.250 inch or more
Wide molds form more cleanly than tall ones. For tall features, generous draft angles are non-negotiable.
Surface Finish and Wall Thickness
The mold's surface texture transfers directly to the formed part. Raw 3D print layer lines will reproduce on the plastic, so progressive sanding at 400 → 800 → 1000 grit improves both surface quality and demolding ease. For aluminum molds, specify the target polish level at the design stage — not after.
Wall thickness follows a simple rule: the mold must resist vacuum pressure without deforming. For 3D-printed molds, start with sheet thickness × 1.5 as your minimum wall. For production molds, thicker walls extend service life but add weight and material cost.
Best Materials for the Vacuum Forming Plastic Sheet
Sheet material is chosen based on what the finished part needs to do — not what the mold is made of. The key selection criteria are strength, rigidity, formability, UV and chemical resistance, optical clarity, and cost. One critical constraint applies regardless of application: the sheet's forming temperature must be compatible with the mold's heat tolerance. The table below reflects that boundary for common materials.
Common Sheet Materials by Application
| Material | Primary Use Cases | Notes |
|---|---|---|
| ABS | Automotive, consumer products, enclosures | Good rigidity and impact resistance; easy to form |
| PETG | Food packaging, medical trays, pharmaceutical | Excellent clarity; Eastman Eastar 6763 is ISO 10993/USP Class VI compliant |
| HDPE | Chemical-resistant containers | Semi-crystalline; more demanding to form than amorphous plastics |
| Polycarbonate | High-impact clear applications | Must be dried before forming; wide processing window |
| HIPS | Display, signage, point-of-purchase | Amorphous; easy to form and paint |
| PVC | Industrial, flame-retardant applications | Good chemical resistance |
For applications requiring optical clarity — medical device covers, displays, dental appliances — PETG and polycarbonate are the top choices. Eastman's thermoforming data specifies an optimum forming sheet temperature of 140–150°C (280–300°F) for Eastar 6763 copolyester, with mold surface temperature held at 40–60°C to prevent sticking. Getting sheet selection right early also simplifies mold material decisions downstream — a sheet with a high forming temperature narrows your mold options considerably.
Common Applications of Vacuum Forming
The global plastic vacuum forming market reached USD $4.79 billion in 2023, with a projected 6.15% CAGR through 2030. The breadth of that growth comes from one practical reality: vacuum forming solves packaging, enclosure, and trim problems across nearly every manufacturing sector.
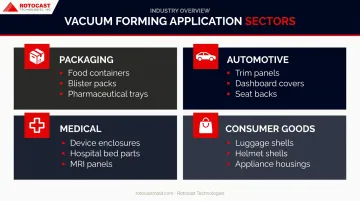
Vacuum forming excels at large, shallow parts; contoured packaging; and parts requiring precise detail on one side only. Major application categories include:
- Packaging: Food containers, yogurt pots, blister packs, pharmaceutical trays, electronics packaging
- Automotive and transportation: Interior trim panels, dashboard covers, seat backs, railcar seating and tray tables
- Medical: Device enclosures, antimicrobial packaging, hospital bed components, MRI/CT exterior panels
- Consumer goods: Hard-shell luggage, helmet shells, toys, appliance housings
Vacuum forming also serves a practical role in prototyping and short-run production. Tooling costs far less than injection molds, and lead times are shorter — making it the practical choice when design iteration matters more than squeezing out per-unit savings.
Frequently Asked Questions
How much does a vacuum forming mold cost?
Cost varies widely by material. 3D-printed molds cost only a few dollars in filament; wood molds run into the low hundreds. Cast aluminum molds are significantly more expensive due to material, machining, and finishing, with cost scaling based on part complexity and size.
What material is used in vacuum forming molds?
The most common options are wood, cast aluminum, structural foam (rigid polyurethane), 3D-printed PLA or ABS, and urethane resin. The right choice depends on required production volume, part complexity, and budget — aluminum for high-volume runs, simpler materials for prototyping and short runs.
What is the best material for vacuum forming sheets?
ABS and PETG cover most general-purpose applications. HDPE suits chemical-resistant uses; polycarbonate works for high-impact clear parts. Match the material to the part's end-use requirements — mechanical load, chemical exposure, and clarity all factor in.
What is the minimum draft angle for vacuum forming?
The minimum recommended draft is 3–5° on vertical mold faces for most applications, with female features sometimes workable at 1.5–2°. Taller features need steeper angles. Insufficient draft is one of the most common causes of demolding damage.
What is the 10/10/5 rule for thermoforming?
The 10/10/5 rule is a practical forming guideline: for every 10 inches of mold depth, apply at least 10% draft angle on vertical walls and target a 5:1 width-to-depth ratio. It functions as a quick sanity check to minimize webbing and keep wall thickness consistent.
What are some examples of vacuum-formed products?
Plastic egg cartons, blister packaging, hard-shell luggage, car dashboard panels, railcar tray tables, and dental retainers are all vacuum-formed. If it's a large, contoured plastic part with detail on one face, there's a good chance vacuum forming made it.


