This article takes the engineering angle. By the end, you'll understand how biaxial rotation, transient heat transfer through the mold wall, sintering and coalescence of polymer powder, and crystallization kinetics during cooling interact to govern part quality — and why each variable gives engineers a lever to pull.
Key Takeaways
- Rotation is slow (4–20 rpm) and gravity-driven — not centrifugal. Its only job is uniform powder distribution.
- Part quality depends on a narrow oven residence time window — under-heat leaves voids; over-heat causes chain scission and drops impact strength.
- Mold thermal conductivity and uniform wall thickness are the primary variables governing how evenly the polymer reaches melt temperature.
- Cooling rate governs crystallization in semi-crystalline polymers — too fast means warpage and internal stress.
- Polyethylene accounts for over 97% of rotomolded parts — no other polymer matches it across all processing requirements.
The Four Phases of Rotational Molding: A Process Overview
Each phase of the rotomolding cycle is a distinct engineering challenge, not just an operational step.
Loading
A measured charge of polymer powder is placed inside the mold, which is then sealed. The charge weight determines nominal wall thickness — there's no injection system or pressure source to compensate for an incorrect charge.
Heating
The sealed mold rotates biaxially inside an oven at 4–20 rpm. Heat conducts from oven air through the mold wall into the polymer. Rotation keeps the powder tumbling by gravity so it coats all interior surfaces uniformly. According to ScienceDirect, centrifugal forces at these speeds are negligible — gravity is the dominant force. The classical major-to-minor axis rotation ratio is approximately 4:1.
Cooling
Rotation continues as the mold exits the oven and enters the cooling station. The polymer solidifies and crystallizes while still rotating, allowing shrinkage to occur uniformly before the part locks into shape.
Demolding
Once the part has cooled sufficiently — for polyethylene, typically below 190°F — the mold opens and the part is removed. No ejection pins are required; shrinkage pulls the part away from the mold wall naturally.
Unlike injection or blow molding, rotomolding operates with no ram, screw, or pressurized cavity. The polymer flows, melts, and solidifies under gravity alone — which means mold wall uniformity directly controls part quality. There is no pressure to redistribute thin spots or fill incomplete surfaces.
Polymer Science During Heating: Sintering, Coalescence, and Densification
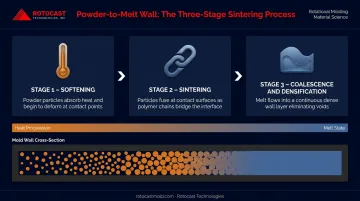
The transformation from loose powder to a solid part wall is a three-stage process governed by temperature, time, and particle geometry.
The Sintering-to-Coalescence Sequence
- Softening — As mold wall temperature rises above the polymer's softening point, powder particles begin to deform and stick to adjacent particles and the mold surface.
- Sintering — Surface tension drives adjacent softened particles to bond at contact points. The particles lose their discrete form at the interfaces but retain individual identity elsewhere.
- Coalescence and densification — As temperature rises above the melt point, viscosity drops enough for particle boundaries to disappear entirely. The polymer becomes a continuous melt layer on the mold wall.
The Consequences of Getting Heating Wrong
Under-heating and over-heating both produce defective parts — but through different mechanisms.
Under-heated parts contain microscopic voids. Under-heated parts contain microscopic voids. ANTEC 2012 degradation research traces this to gas bubbles trapped between powder particles during initial lay-up. When the outer layer seals before air can escape the inter-particle spaces, those bubbles are locked in permanently, directly reducing impact strength and structural integrity.
Over-heated parts suffer chain scission. The same ANTEC research documented a sharp impact-strength loss beyond approximately 12 minutes of cook time — at 250°C, extended exposure cleaves polyethylene chains, reducing molecular weight and degrading long-term mechanical performance.
The practical implication: there is a narrow optimal oven residence time window. Peak Internal Air Temperature (PIAT) monitoring, which measures the air temperature inside the rotating mold, is the primary process control tool for staying within it.
Powder Particle Size and Mold Pressurization
Two upstream variables — particle size and internal pressure — directly influence how quickly and cleanly the melt progresses, giving processors additional levers beyond oven temperature alone.
- Particle size matters. Most rotomolding resins are ground to 35 mesh, ranging from 74 to 2,000 microns. Finer powders have greater surface area and shorter inter-particle distances, enabling faster coalescence and less trapped air — at higher grinding cost.
- Mold pressurization accelerates the process. Applying approximately 13.8 kPa of internal pressure after the powder has formed against the mold wall compresses softened particles together, reducing bubble formation. Studies report roughly a 10% PIAT reduction, 20% cycle-time reduction, and 25% improvement in impact strength, though managing pressure during high-temperature cycling adds process complexity that has slowed wider adoption.
Heat Transfer Principles and Mold Engineering
Transient Heat Transfer as the Governing Physics
Heating in rotomolding is unsteady-state (transient) heat transfer. Heat moves from oven air by forced convection to the mold's exterior surface, then conducts through the mold wall to the polymer charge. The three variables an engineer controls are:
- Mold material: determines how quickly heat conducts to the polymer
- Wall thickness: sets the length of the conductive path
- Mold mass: governs total thermal energy absorbed before heat reaches the charge
None of these is trivial. Heavier molds absorb more energy before that energy reaches the polymer, increasing time to melt and cycle time. This is why mold weight minimization — while maintaining structural integrity — is an engineering priority for high-volume production.
Aluminum vs. Steel: A Conductivity Argument
Sand-cast A356.0-T6 aluminum has a thermal conductivity of 151 W/m·K (per MatWeb data). Steel's conductivity varies by grade but typically runs well below that figure. Aluminum transfers heat through its cross-section faster than steel, enabling more rapid and uniform heat delivery to the polymer even when cast thicker — which also reduces mold mass.
Mold wall thicknesses typically run 6–10 mm for rapid thermal cycles. Rotocast Technologies uses A356.2 grade aluminum alloy — a higher-purity variant with strict chemical limits made from primary aluminum — which offers greater elongation, higher strength, and higher ductility than standard 356.0. Their castings are produced at a typical wall thickness of ¼" to 3/8", engineered specifically for uniform heat transfer to the resin charge.

Wall Thickness Uniformity and Its Consequences
Non-uniform mold walls create differential heat flux across the mold surface. Regions with thicker walls receive heat more slowly; thinner regions heat faster. The result is simultaneous over-heating and under-melting on the same mold — degradation in thin spots, voids in thick ones.
The ARM Design Guide notes that standard commercial rotomolding anticipates approximately ±20% wall thickness variation, with outside corners tending to be thicker and inside corners thinner. Minimizing this variation through precision casting is a direct lever on part consistency.
Rotocast's foundry work is specifically focused on this problem. Their pattern and tooling team validates wall thickness and parting line layout before casting. Their foundrymen — drawing on decades of experience casting aluminum tire molds — have developed proprietary processes for pouring high-surface-quality thin-walled castings that maintain uniform cross-sections across complex geometry.
Oven Airflow and Convective Heat Transfer
The outer surface of the mold is heated by forced convection. Oven air velocities over mold surfaces should reach at least 1.5 m/s to maintain adequate convective heat transfer coefficients. When oven airflow is insufficient, the outer mold surface heats unevenly regardless of mold quality — oven design and mold design are both part of the thermal system.
Cooling Kinetics and Crystallization: How Cooling Rate Shapes Final Properties
Crystallization in Semi-Crystalline Polymers
When the mold exits the oven, heat must now flow in reverse: from the polymer, through the mold wall, into the cooling medium (air, water mist, or forced convection). How fast that happens determines the crystallization behavior of the polymer.
In semi-crystalline polymers like polyethylene, cooling below the crystallization temperature causes polymer chains to fold into ordered crystalline lamellae. The rate of cooling governs:
- Slower cooling produces larger, more ordered crystallites with higher overall crystallinity
- Higher crystallinity improves stiffness, chemical resistance, and dimensional stability
- Rapid thermal gradients across the wall cross-section generate residual stress
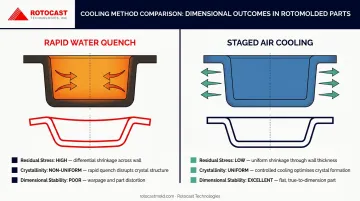
Why Rapid Cooling Causes Problems
ARM's design guidance is direct: water cooling promotes warping compared with forced-air cooling. A rapid water quench solidifies the outer surface while the interior is still molten. The outer skin contracts; the interior cannot follow at the same rate. Differential shrinkage induces internal stress, and the part warps.
Controlled cooling (typically staged air cooling) allows the entire wall cross-section to crystallize at a more uniform rate, producing better dimensional stability and a more balanced combination of stiffness and impact resistance.
PE shrinkage during cooling runs 1–4% (ARM data). This shrinkage is actually useful: it pulls the part away from the mold wall, facilitating release without ejection mechanisms. Cooling too rapidly disrupts this process, creating non-uniform shrinkage patterns that complicate demolding. ARM specifies that PE parts should be removed after cooling below approximately 190°F.
Pressurized-air cooling can increase cooling rate from roughly 11°C/min to 18°C/min. Combined with appropriate mold thermal mass, this gives process engineers a practical tool for reducing cycle time without inducing the thermal gradients that water quenching creates.
Polymer Material Requirements for Rotational Molding
Why the Process Is Selective
Because rotomolding involves extended time at elevated temperatures with no protective pressurized environment, polymer selection is constrained by three requirements that most engineering polymers can't meet simultaneously:
- Survives 200–400°C oven temperatures without significant degradation — no short-cycle escape like injection molding offers
- Flows across the mold surface under gravity alone, since there's no pressure to force melt into a cavity
- Grinds efficiently to a fine powder at commercially viable rates
Polyethylene's Dominance
More than 97% of rotomolded parts use some form of polyethylene. That figure reflects PE's rare combination of all three requirements:
- LLDPE, LDPE, and HDPE grades all accept antioxidant packages that protect against thermal degradation during extended oven residence
- Rotomolding grades typically have melt flow indices of 2–10 g/10 min (LyondellBasell data) — high enough for gravity-driven flow, tunable for specific part requirements
- Polyethylenes grind efficiently to 35-mesh powder at commercially viable rates
Higher MFI improves melt flow but reduces impact strength. Formulators balance this against wall thickness requirements and end-use performance targets.
Secondary Materials
| Material | Challenge |
|---|---|
| Nylon (PA) | Moisture sensitivity requires dry storage; higher processing temperatures narrow the thermal window |
| Polypropylene | Crystallization sensitivity makes cooling control critical; can be brittle at low temperatures |
| Polycarbonate | High processing temperatures risk thermal degradation; limited antioxidant tolerance |
These materials are used in specialized applications but require tighter process control than PE and generally higher-cost mold tooling.
Key Design Engineering Considerations
Wall Thickness as a Thermal Variable
Thicker walls require longer heating cycles — more heat must conduct through a greater polymer depth before the inner surface reaches melt temperature. Every increment of unnecessary wall thickness adds cycle time, increases degradation risk, and raises material cost. Engineers should target the minimum nominal wall thickness that meets mechanical requirements, confirmed through prototype testing, not conservative assumptions.
Geometry and Powder Flow
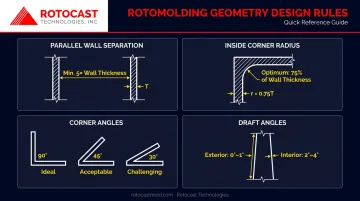
The geometry of a rotomolded part must allow powder to flow freely before it melts. Keep in mind that initial powder bulk density is roughly one-third of molded density — the powder charge occupies approximately 3× the final part volume before melting. Key rules from the ARM Design Guide:
- Parallel wall separation: minimum 5× nominal wall thickness (3× has been achieved but requires extreme care and rarely produces consistent results)
- Inside corner radii: optimum is 75% of wall thickness — sharp corners are the last to reach temperature and prone to bridging and voids
- Corner angles: 90° or greater is straightforward; 45° is consistently achievable with PE powders; 30° is the absolute minimum
- Draft angles (PE): 0–1° on exterior surfaces, 2–4° on interior; add 1° per side for every 0.001" of texture depth
Frequently Asked Questions
What is the ideal biaxial rotation speed ratio in rotational molding?
The commonly used ratio is approximately 4:1 (major to minor axis) at speeds of 4–20 rpm. These speeds generate negligible centrifugal force. Rotation's role is to achieve gravity-driven, uniform distribution of the polymer melt across all mold surfaces, not to fling material outward.
Why does polyethylene dominate rotational molding materials?
Polyethylene combines the high melt flow index needed for gravity-driven mold coating, thermal stability with appropriate antioxidants, ease of grinding to 35-mesh powder, and low cost. No other common thermoplastic matches all four requirements as well, which explains its 97%+ share of rotomolded materials.
What causes bubbles or voids in rotationally molded parts?
Bubbles result from insufficient oven residence time. Polymer grains don't fully coalesce, trapping inter-particle air that cannot escape before the outer layer seals. These voids reduce impact strength and structural integrity. No post-molding correction can restore them.
How does cooling rate affect the mechanical properties of a rotomolded part?
Cooling rate governs crystallization kinetics in semi-crystalline polymers like PE. Too rapid cooling creates thermal gradients across the wall, inducing internal stress and warpage. Controlled cooling allows uniform crystallization, producing better dimensional stability and a more balanced stiffness-to-impact-resistance ratio.
What is the engineering advantage of aluminum over steel for rotomolding molds?
Aluminum's thermal conductivity (approximately 151 W/m·K for A356 alloys) far exceeds steel's, allowing much faster heat transfer through the mold wall to the polymer. Despite greater wall thickness, aluminum molds typically match or beat steel cycle times, with more uniform heat delivery across complex geometry.
How does mold wall thickness uniformity affect part quality?
Non-uniform mold walls create unequal heat flux, causing some areas to overheat while others stay under-melted. This produces inconsistent wall thickness, reduced impact performance, and surface defects — all tracing back to the casting quality of the mold itself.