The treatment works simultaneously on two levels. On the surface, it creates a characteristic dimpled, matte texture. Below the surface, it introduces compressive residual stress that extends fatigue life and resists crack initiation. Neither of these outcomes is accidental — both are measurable, controllable, and directly tied to process parameters.
This article covers what a shot-peened surface actually looks like, how to interpret the roughness numbers, how coverage and intensity control the final outcome, and why all of this matters specifically for rotational mold manufacturing.
Key Takeaways
- Shot peening creates a uniformly dimpled, matte surface — not damage, but a deliberately engineered texture
- Surface roughness increases significantly after peening (Sa can rise from ~0.4 µm to over 4 µm on steel)
- The resulting texture is non-directional (isotropic) — measurably different from any machined or ground surface
- Coverage and intensity must be controlled precisely — over-peening is as harmful as under-peening
- For rotational molds, the mold interior finish is the only point of control over the final plastic part's surface — get it wrong at this stage and there's no correcting it later
What Is Shot Peening?
Shot peening is a cold-working surface treatment defined by BS ISO 26910-1:2023 as the application of compressive residual stress and work hardening to a surface through high-velocity bombardment with near-spherical hard particles. The media — steel, glass, or ceramic shot — plastically deforms the surface without removing base material.
That last point is what separates it from sandblasting. Sandblasting removes material by abrasion. Shot peening compresses it.
The Mechanical Principle
Each shot particle acts like a miniature ball-peen hammer. On impact, it plastically deforms the surface layer, creating a small indentation and pushing the surrounding metal into compression. The result is a layer of compressive residual stress at and near the surface — exactly where fatigue cracks and stress corrosion typically initiate.
As TWI describes it, the compressive stress counteracts the tensile stresses that drive crack propagation, which is why shot-peened components consistently outperform untreated ones in fatigue-loaded applications.
The dimpled texture, matte appearance, and increased roughness you see after shot peening are direct byproducts of this compressive action — visible evidence of a mechanical change that reaches below the surface.
What a Shot-Peened Surface Looks Like
The defining visual characteristic is a field of overlapping circular indentations covering the treated area. Up close, each dimple is a shallow, smooth-walled crater. Collectively, they produce a consistent, matte, satin-like appearance that has no directional grain — unlike machined surfaces, which show linear tooling marks.
Dimple Size and Coverage
Dimple geometry depends on several variables: shot diameter, velocity, impact angle, and the hardness of the target material. Larger shot produces broader, shallower dimples; smaller shot produces tighter, more numerous indentations. As the Shot Peener's indent dimension guidance notes, there is no universal dimple-size table; the outcome is parameter- and material-dependent.
Coverage — the percentage of surface area covered by at least one impact — determines how uniform the final appearance is:
- Below 100%: Un-peened patches remain visible, breaking surface uniformity
- At 100%: The surface is fully covered by overlapping dimples, appearing evenly textured
- Above 100% (over-peening): No visual improvement; compressive benefit can degrade
Per SAE J2277, most industrial applications target 100% minimum coverage for both structural and cosmetic consistency.
How Light Interacts With the Surface
The overlapping dimple geometry scatters reflected light in multiple directions rather than returning it in a single specular direction. This produces the characteristic matte, non-glare finish. For rotational mold cavities in particular, this matters: a non-reflective interior surface eliminates hot spots during the molding cycle and produces a more uniform texture on the finished plastic part.
The surface is measurably rougher than a polished alternative — and that roughness is the point. Controlled texture at the cavity wall translates directly into predictable part surface quality.
Surface Roughness After Shot Peening: What the Numbers Mean
Standard 2D Ra measurements are insufficient for fully characterizing a shot-peened surface. A peened surface is three-dimensional and non-directional — a single line profile misses coverage, topographic complexity, and texture orientation. The relevant standard is ISO 25178, which defines areal (3D) surface parameters.
The Numbers From Real Measurements
Nanovea's shot-peened surface analysis measured a steel surface before and after peening using areal metrology:
| Parameter | Raw Steel | Peened Surface 1 | Peened Surface 2 |
|---|---|---|---|
| Sa (avg roughness) | 0.399 µm | 4.102 µm | 4.330 µm |
| Sq (RMS roughness) | 0.516 µm | 5.153 µm | 5.455 µm |
| Sz (max peak-to-valley) | 5.686 µm | 44.975 µm | 54.013 µm |
| Sv (max pit depth) | 2.711 µm | 20.644 µm | 28.105 µm |
| Ssk (skewness) | -0.011 | 0.063 | 0.111 |
| Str (texture ratio) | 0.061 | 0.928 | 0.973 |
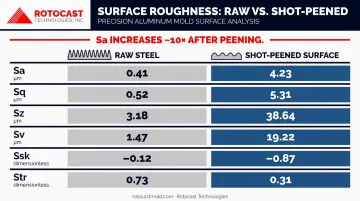
The Sa increase alone — roughly 10× — tells you this is not a subtle change. The surface is genuinely, measurably rougher.
What Str and Ssk Actually Tell You
Str (Texture Aspect Ratio) measures surface isotropy. A value near 1.0 means the texture has no preferred direction — it behaves the same way regardless of measurement orientation. The raw steel surface had an Str of 0.061, indicating high directionality typical of machined surfaces.
After peening, Str rose to 0.928–0.973 — a near-perfectly isotropic surface. The overlapping dimple geometry produces this result by design, and it's what makes peened surfaces behave consistently in all directions under load.
Ssk (Skewness) describes whether the surface is dominated by peaks or valleys. A near-zero value, like the peened surfaces above (0.063–0.111), indicates a balanced profile — neither sharp peaks nor excessive pitting. This balanced morphology is part of why peened surfaces perform well under load.
Roughness Is Adjustable
Shot peening roughness is not a fixed outcome. Smaller shot, lower intensity, and shorter exposure all reduce the resulting Sa. Manufacturers can specify target roughness values and work with their peening provider to select parameters that hit those targets reliably.
How Coverage and Intensity Affect the Final Finish
Intensity: The Energy Measure
Intensity quantifies the energy delivered to the surface by the shot stream. It is not measured in PSI or machine settings — it is measured using Almen strips: thin metal strips (A, N, or C grade, selected by expected arc height) that arc under the compressive stress induced by peening.
Per SAE J443:
- N strips: arc heights below 0.10 mm
- A strips: arc heights of 0.10–0.60 mm
- C strips: arc heights above 0.60 mm
Higher intensity drives deeper plastic deformation and produces a more pronounced dimple profile. Lower intensity yields a subtler finish with shallower dimples. Saturation — the process endpoint — is defined as the point where doubling exposure time increases arc height by no more than 10%.
Coverage: More Isn't Always Better
SAE J2277 is direct on this: inadequate and excessive coverage can both be detrimental to fatigue strength and component life. The relationship is not linear.
- Under-peening: Un-treated patches leave stress concentration zones
- Optimal coverage: Full, uniform compressive layer with maximum fatigue benefit
- Over-peening: Surface work-hardening reaches a limit; further impact can introduce cold-work damage rather than prevent it

Dialing in coverage requires a specified, controlled process with documented parameters — not trial and error on the shop floor.
Media Type and Condition
Each media type produces a distinct surface character:
- Cast shot: Can break over time, generating angular fragments that behave more like grit than spheres — resulting in inconsistent dimples and unpredictable roughness
- Conditioned cut wire shot: Maintains roundness longer, producing more repeatable results across runs
- Glass bead: Yields a finer, smoother finish than steel shot and is often specified when a lower Sa target is required
Media selection is a primary lever for controlling surface character. It interacts directly with intensity and coverage to determine the final finish.
What Happens Below the Surface
The visible dimpled texture is the surface-level evidence of a more important change happening below it.
Shot peening introduces a layer of compressive residual stress that extends from the surface into the bulk material — and that layer is where the fatigue benefit lives. As Stresstech's analysis of shot peening residual stresses explains, this compression counteracts the tensile surface stresses that drive crack initiation and growth.
Those two mechanisms — initiation and growth — account for the majority of in-service fatigue failures.
Fatigue cracks almost always initiate at or near the surface, not in the material interior. The tensile stresses that exist deeper in the material as a counterbalance to surface compression pose no real threat. They never encounter the surface conditions that trigger cracks:
- Stress concentration at notches and geometric features
- Corrosion exposure at the part surface
- Cyclic loading from repeated service stress
These are surface phenomena. Below the compressed zone, the material interior simply doesn't see them.
Shot Peening Surface Finish in Rotational Mold Manufacturing
The interior surface of a rotational mold is not passive tooling — it's the direct template for every plastic part produced in it. As noted in the LyondellBasell Rotational Molding Guide, the mold interior must be completely non-porous, and any surface condition variation is replicated directly onto the molded part.
The principle holds consistently across the industry: the finished part surface reflects the texture of the mold cavity. If the cavity has inconsistent texture, the part will too. Controlled shot peening addresses exactly this need. A uniform, fully covered shot-peened interior:
- Provides a consistent texture that the resin contacts uniformly during heating
- Reduces surface irregularities from the casting process
- Improves release behavior relative to a smooth, adhesion-prone polished surface
- Contributes to mold durability over production cycles
Rotocast Technologies offers shot peening as part of its finishing menu for cast aluminum rotational molds, alongside sandblasting, acid etching, hand polishing, and mirror finishing. The molds are cast from A356.2 aluminum alloy, selected for its higher strength, elongation, and ductility compared to standard 356.0.
Rotocast's thin-walled casting process — producing walls typically in the 1/4 to 3/8 inch range — requires finishing decisions that balance surface texture goals against wall section considerations.
For customers who need a specific texture — whether shot-peened, polished, or etched — Rotocast's finishing technicians work to the required specification. Surface finish is treated as a functional stage, not a cosmetic one, which means each texture decision is documented and applied with the same precision as the casting and machining work that precedes it.
Frequently Asked Questions
Is shot peening a surface finish?
Shot peening is both a surface treatment process and a finishing method that changes the surface texture, appearance, and mechanical properties simultaneously. The result is a characteristic dimpled, matte surface with measurably higher roughness and beneficial compressive stress.
What is the surface roughness after shot peening?
Roughness after peening depends on shot size, intensity, and media type. In controlled testing on steel, Sa values increased from approximately 0.4 µm (raw surface) to over 4 µm after peening. Roughness can be controlled by adjusting process parameters to meet specific targets.
What does "shot peened" mean?
Shot peening is a cold-working process where spherical media are propelled at high velocity into a metal surface, creating plastic deformation, compressive residual stress, and a uniform dimpled texture that improves fatigue resistance and surface performance.
What does a shot-peened surface look like?
A shot-peened surface is uniformly covered in small, overlapping circular dimples that produce a matte, satin-like appearance. It is non-reflective and textured, but consistent across the treated area with no directional grain.
How does shot peening affect fatigue life?
Shot peening introduces compressive stress into the surface layer, counteracting the tensile stresses that drive crack initiation and growth. Because cracks typically start at the surface, that compressive layer directly resists damage under cyclic loading.
What materials can be shot peened?
Shot peening works on most common metals, including steel alloys, aluminum, and titanium. Parameters such as shot material, intensity, and coverage are adjusted based on workpiece hardness, with softer materials like aluminum typically requiring lower intensity settings.