Shot blasting aluminum is widely practiced across industrial coating prep, casting finishing, and mold manufacturing. But the parameters that work on steel will damage aluminum. This article covers how the process works, which media to use, what controls matter most, and where the process fits—and doesn't fit—in aluminum fabrication and mold production.
Key Takeaways
- Shot blasting aluminum requires non-ferrous media, lower velocities, and tighter parameter control than ferrous metals
- The process removes oxide layers, casting skin, and contamination while creating a measurable surface profile (anchor pattern) for coatings or mold texture
- Steel shot is prohibited on aluminum—glass beads, aluminum oxide, and stainless steel grit are the correct choices
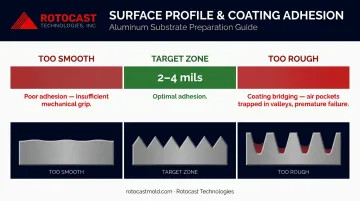
- Surface profile depth (Ra/Rz) must match the downstream coating or application spec — rougher isn't always better
- Thin-walled aluminum components require adjusted blasting parameters to prevent warping or dimensional distortion
What Is Shot Blasting Aluminum?
Shot blasting is a mechanical surface treatment where abrasive particles are propelled at an aluminum surface at high velocity—either through a compressed-air nozzle or a centrifugal wheel. Each impact abrades a small area, removing contaminants and leaving a precise indentation. The cumulative result across the entire surface is a uniform texture with a measurable anchor profile.
The goal varies by application:
- Coating and painting prep – remove oxides and create an anchor profile for adhesion
- Anodizing prep – achieve a uniform, clean surface that accepts anodizing uniformly
- Mold finishing – engineer a specific interior texture that transfers directly to molded parts
- Cleaning – remove casting skin, scale, or lubricant residue from fabricated components
Shot Blasting vs. Sandblasting
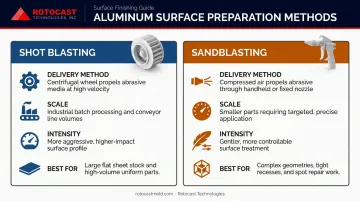
These terms get used interchangeably, but they're not the same process. According to Finishing Systems, sandblasting uses compressed air to propel abrasive through a nozzle, while shot blasting uses centrifugal force from a spinning mechanical wheel. The practical differences on aluminum:
| Shot Blasting | Sandblasting | |
|---|---|---|
| Delivery mechanism | Centrifugal wheel | Compressed air (nozzle) |
| Scale | Industrial batch/conveyor | Smaller parts, precise control |
| Intensity | More aggressive | Gentler, more controllable |
| Typical use | Large flat sheet, high volume | Complex geometries, spot work |
Both methods work on aluminum. The right choice depends on part geometry, production volume, and how deep a surface profile your application requires.
Why Shot Blasting Is Used on Aluminum
Aluminum forms an oxide film almost immediately upon air exposure. NIST describes this layer as just a few ten-millionths of an inch thick—thin enough to be invisible, but thick enough to block adhesion. A 2023 MDPI study on technical 6xxx alloys measured oxide thicknesses around 5 nm on freshly prepared samples. That layer reforms within seconds of being removed.
For coatings, anodizing, or structural bonding, the oxide layer must be removed and the surface must be mechanically prepared immediately before treatment. Shot blasting accomplishes both in a single pass.
The Anchor Profile Principle
Beyond cleaning, shot blasting creates microscopic peaks and valleys across the aluminum surface—called the anchor pattern or surface profile. This texture gives primers, powder coatings, and protective layers something to grip mechanically. Without it, coatings rely on chemical adhesion alone and are significantly more prone to delamination.
A Navy surface preparation study documented that 80-grit aluminum oxide or garnet at 65 lb/in² produced satisfactory aluminum preparation with typical coating profiles of 2–4 mils; nonskid deck coatings required 3–6 mils.
Surface Texture in Rotational Mold Manufacturing
That anchor profile principle takes on a different dimension inside a rotational mold. The mold cavity wall isn't just a substrate for coating—it's the surface that directly shapes every plastic part produced inside it. As Rotocast Technologies puts it: the outside surface of any rotomolded product is a mirror of the mold from which it's produced.
That makes the shot-blasted profile a design variable, not a finishing afterthought. Rotocast Technologies specifies shot peen and sandblast textures as customer-defined options, alongside acid etch and polished finishes. The finish is agreed upon during quoting because it will appear on every part run in that mold.
How Shot Blasting Aluminum Works
Step 1: Pre-Blast Inspection and Setup
Before any abrasive touches the part, address contamination. Shot blasting cannot remove oil, grease, or liquid soiling—it drives contamination into the surface rather than lifting it. Any visible hydrocarbon contamination must be degreased first.
Pre-blast checklist:
- Confirm alloy type and wall thickness—flag thin sections below the process threshold
- Identify complex geometries or recesses requiring masking or parameter adjustment
- Verify the target cleanliness grade (SSPC-SP 16 or SSPC-SP 17 for non-ferrous metals)
- Confirm target surface profile (Ra or Rz range) based on the downstream application
SSPC-SP 16, the primary non-ferrous blast cleaning standard revised in December 2020, requires surfaces to be free of visible oil, grease, dirt, dust, and metal oxides after blasting. Bare metal areas must meet a minimum profile of approximately 0.75 mil.
Step 2: Blasting
Two delivery methods apply to aluminum:
| Method | How It Works | Best For |
|---|---|---|
| Air blasting | Compressed air accelerates abrasive through a nozzle | Smaller parts, complex geometries, thin-wall sections needing pressure control |
| Wheel blasting | Centrifugal turbine propels media at high volume | Large batch work, flat sheet, conveyor-based processing |
For aluminum, operators run lower pressures and wheel speeds than for steel. A Navy aluminum preparation study documented satisfactory results at 65 lb/in² with 80-grit aluminum oxide — well below typical carbon steel parameters. Using steel shot on aluminum without those adjustments tells the story plainly: historical centrifugal wheel blasting produced profiles of 5.2–12.6 mils, far outside the 2–4 mil target range for standard aluminum coatings.
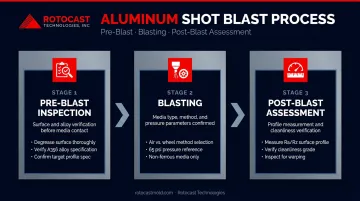
Step 3: Post-Blast Assessment
After blasting, confirm the result against specification before proceeding:
- Measure surface profile using replica tape (per ASTM D4417 / AMPP NACE SP0287-2024) or a profilometer — AMPP SP0287-2024 covers profile measurement over 13–150 micrometers (0.5–6.0 mils)
- Verify cleanliness against the specified SSPC grade
- Inspect for warping, over-blasting, or missed coverage zones
- Screen and recover spent media; remove broken-down fines before recycling back into the blast system
Choosing the Right Abrasive Media for Aluminum
The single most common and costly mistake in aluminum shot blasting: using carbon steel shot. SSPC-SP 16 explicitly prohibits ferrous abrasives—including carbon steel grit, steel shot, cut wire, and chilled iron—on non-ferrous metals. Steel particles embed in the softer aluminum, corrode in place, and cause galvanic corrosion—compromising both cleanliness and coating adhesion.
The Three Correct Media Options
Glass beads
- Chemically inert, no free silica, no ferrous residue
- Produce a smooth, bright, compressive finish—lower profile depth
- Potters Metal Finishing data for 2024-T351 aluminum shows coarse 50–70 mesh beads achieving approximately 180–200 microinches Ra; fine 170–325 mesh beads produce roughly 50 microinches Ra
- Ideal for smoothing, mild peening, cosmetic finishing, and deburring
- Can be recycled multiple times
Aluminum oxide (corundum)
- Mohs hardness 9.0, Knoop hardness 2100—hard, angular, aggressive
- Creates a sharper anchor profile suited to coating prep
- Washington Mills BLASTITE lasts approximately 6–8 blasting passes with reclaim before degrading
- Use for coating adhesion prep and aggressive surface profiling
- Expendable in practice; higher consumption rate than metallic media
Stainless steel grit or shot
- Non-ferrous metallic media—no contamination risk on aluminum
- Winoa documents stainless media lasting up to 1,000 reuses, with total cost of use potentially five times lower than expendable non-recyclable abrasives
- Used specifically for aluminum die-casting desanding and deburring, and surface prep before coating
- Works best in high-volume operations with shot recovery systems

Media Size and Surface Profile
Once you've selected your media type, size determines how aggressive the surface profile will be. Finer media produces lower Ra values—suitable for tight-tolerance or cosmetic applications. Coarser media creates a deeper anchor profile for heavy-duty coating systems. Match media size to the profile specification required by the downstream application.
Key Factors and Common Misconceptions
Variables That Actually Control the Outcome
Four process variables determine whether a shot-blasted aluminum surface meets specification:
- Blast pressure and velocity – too high on thin sections causes warping; aluminum at ¼"–⅜" wall thickness (typical for rotational molds) is more vulnerable than thicker plate
- Coverage uniformity – gaps produce inconsistent surface profiles that cause localized coating adhesion failures
- Media condition – degraded, contaminated, or mixed media produces unpredictable results no matter how well other parameters are dialed in
- Part fixturing and blast angle – flat surfaces and complex cavities blast differently; the angle of impact affects both profile depth and coverage uniformity
Three Misconceptions That Cause Real Problems
"Shot blasting and sandblasting are the same for aluminum."
They differ in delivery force, resulting profile depth, and suitability for different part geometries. Using the wrong approach produces the wrong surface condition for the downstream process.
"Any shot media works on aluminum."
Carbon steel media causes ferrous contamination and is prohibited by SSPC-SP 16. That's a process failure with measurable consequences, not a stylistic preference.
"Rougher is always better for coating adhesion."
Corrosionpedia notes that excessive anchor profiles cause coating bridging—the coating fails to penetrate valley depths, trapping air pockets that accelerate premature failure. For aluminum coatings, the target range is typically 2–4 mils. Exceeding it doesn't improve adhesion; it creates a new failure mode.
Understanding these failure modes also clarifies when shot blasting shouldn't be used at all.
When Shot Blasting Isn't the Right Choice
- Very thin-walled aluminum components where warping risk outweighs the preparation benefit
- Deep recesses or internal cavities where uniform coverage cannot be achieved
- Applications requiring a smooth cosmetic finish where the blast profile would need to be removed afterward anyway
- Situations where chemical etching or conversion coating (such as MIL-DTL-5541 chromate) is more appropriate for thin-gage parts
Frequently Asked Questions
Can you shot blast aluminium?
Yes, aluminum can be shot blasted, but it requires lower velocities, non-ferrous media, and attention to wall thickness. Aluminum is significantly softer than steel (6061-T6 Brinell hardness of 95 vs. steel's 200+), making it more vulnerable to deformation and ferrous contamination from standard blast media.
What is the best material for sandblasting aluminum?
Glass beads, aluminum oxide, and stainless steel grit are the three appropriate choices. Glass beads work best for smoothing and peening, aluminum oxide for aggressive coating prep, and stainless steel grit for high-volume recyclable operations. Carbon steel shot must be avoided—it causes ferrous contamination and galvanic corrosion risk.
What is aluminium grit?
Aluminum grit refers to angular abrasive particles made from aluminum oxide (corundum), a hard mineral compound with Mohs hardness 9.0. It is valued for its non-ferrous, non-contaminating properties, making it a safe choice for blasting aluminum and other sensitive metals.
Does shot blasting cause warping in aluminum?
Yes, under the wrong conditions. Excessive blast pressure, aggressive media, or prolonged exposure can warp thin-walled aluminum sections. SSPC-SP 16 addresses this qualitatively: reduce blast pressure and move the nozzle rapidly across thin substrates. No universal wall-thickness threshold exists—the risk scales with geometry, alloy, and parameter settings.
What surface finish does shot blasting produce on aluminum?
Shot blasting produces a uniform matte, textured surface quantified by Ra (average roughness) or Rz (mean peak-to-valley height). Glass beads on aluminum produce approximately 50–200 microinches Ra depending on mesh size; 80-grit aluminum oxide or garnet produces typical profiles in the 2–4 mil range.