Worth clarifying upfront: modern abrasive blasting rarely uses actual sand. NIOSH has recommended since 1974 that silica sand or any abrasive containing more than 1% free silica be prohibited for blasting due to silicosis risk. Today's operations use engineered media — glass beads, aluminum oxide, garnet, steel shot — each producing a distinct surface outcome.
This guide covers finish types, media selection, key techniques, post-blast preparation, and practical applications so you can match the right process to your specific metal and finish goal.
Key Takeaways
- Sandblasting propels abrasive media at high velocity using compressed air; the resulting finish depends on media type, grit size, pressure, and angle
- Common finishes range from smooth satin to aggressive anchor profiles suited for coating adhesion
- Media choice is the single biggest variable — glass beads produce bright, smooth finishes; aluminum oxide cuts deep anchor profiles; steel shot peening builds compressive strength
- After blasting steel, apply primer the same day: flash rust can appear within hours of exposure
- Sandblasting is not suited for thin sheet metal prone to warping, tight-tolerance parts, or assemblies with unmasked glass, rubber, or electronics
Types of Sandblasted Finishes for Metals
"Sandblasted finish" is not a single outcome. Surface profiles vary by texture depth (Ra or Rz roughness), visual appearance, and function. The right finish depends on what comes next — whether the metal is being painted, powder coated, left bare, or used to transfer texture to another material.
Matte / Flat Finish
A matte finish results from fine-grit media at lower pressure, scattering light uniformly across the surface and eliminating sheen. Fine aluminum oxide or fine glass beads are typical choices here. This finish is common on architectural aluminum components and consumer product housings where glare reduction or a low-visibility surface is the goal.
Satin Finish
Glass beads (typically 80–120 grit) smooth and compact the surface without removing significant material, producing a mid-level sheen. The result is bright but not reflective. Satin finishes appear frequently on aerospace components, medical devices, and decorative metalwork. For machined and cast aluminum parts, this is often the target finish when aesthetics matter alongside function.
Anchor Profile / Aggressive Surface Texture
Coarser media — aluminum oxide, steel grit, or garnet at higher pressures — cuts an "anchor pattern" into the surface. This aggressive texture maximizes coating adhesion by increasing surface area and mechanical grip. Anchor profiles are measured in mils or microns of profile depth and are the standard pre-treatment before:
- Powder coating
- Industrial paint systems
- Thermal spray coatings
One important sizing rule: AMPP CoatingsPro guidance states that surface profile should be approximately 25% of the dry film thickness (DFT) applied over it. If profile depth exceeds that ratio, peaks can protrude through thin coatings and cause pinpoint rust failures.
Shot-Peened Finish
Shot peening is distinct from standard blasting. Spherical steel or ceramic shot impacts the surface in a controlled, repeatable way to induce compressive residual stress — improving fatigue life and resistance to stress corrosion cracking. The primary purpose is mechanical, not cosmetic. Typical applications include:
- Aerospace landing gear
- Automotive suspension springs
- Turbine and compressor components
ISO 8501 Cleanliness Standards
When the finish type is selected, cleanliness specifications determine how thoroughly the surface must be prepared before coating.
Industrial work uses ISO 8501-1 grades to specify surface cleanliness before coating:
| Grade | Description |
|---|---|
| Sa 1 | Light blast-cleaning; removes loose mill scale, rust, and poorly adhering paint |
| Sa 2 | Thorough blast-cleaning; most mill scale and rust removed |
| Sa 2.5 | Very thorough; remaining traces only as slight stains — up to 15% staining allowed |
| Sa 3 | Blast to visually clean steel; uniform metallic color, no visible contamination |

Note: Sa 2.5 and SSPC-SP10/NACE No. 2 are often used interchangeably but differ — SSPC-SP10 permits staining on no more than 5% of each unit area, making it the stricter standard.
Choosing the Right Abrasive Media for Metal
No two abrasive media produce the same surface — even on identical metal. Media hardness, shape (angular vs. spherical), and grit size each push the result in a different direction. Four factors drive the decision: target metal hardness, required surface profile depth, contamination sensitivity, and media recyclability. The sections below map each major media type to those criteria.
Glass Beads
- Hardness: Mohs 5.5–6
- Shape: Spherical — peens and burnishes rather than cuts
- Result: Smooth, bright satin finish with minimal material removal
- Best for: Stainless steel, aluminum, soft alloys, decorative parts, precision components where dimensional tolerance must be preserved
Aluminum Oxide
- Hardness: Mohs 9 — hard and angular
- Shape: Blocky with sharp edges
- Result: Deep, aggressive anchor profile
- Best for: Steel and iron components before powder coating, epoxy, or thermal spray; available in coarse (heavy rust removal) to fine (light profiling) grit sizes
Steel Shot and Steel Grit
Steel shot (round) produces a peening effect and smoother finish. Steel grit (angular) creates an aggressive anchor profile comparable to aluminum oxide but is recyclable hundreds of times — making it cost-effective at industrial scale.
Critical caveat: Steel media introduces iron contamination risk. On stainless steel or aluminum, embedded iron particles can corrode and leave rust staining. Use iron-free alternatives — glass beads, aluminum oxide, or garnet — on any substrate where ferrous contamination is unacceptable.
Garnet and Specialty Media
Garnet (Mohs 7.5–8) sits between glass beads and aluminum oxide — harder and more aggressive than beads, but cleaner than steel. It doesn't embed ferrous particles, making it a strong choice for stainless steel and aluminum. For delicate surfaces, plastic media strips coatings without cutting into base metal; walnut shells handle paint removal with even less aggression.
Quick Media Selection Reference
| Metal | Recommended Media | Expected Finish |
|---|---|---|
| Mild steel (coating prep) | Aluminum oxide or steel grit | Deep anchor profile |
| Stainless steel | Glass beads or garnet | Satin; no iron contamination |
| Aluminum | Glass beads or garnet | Smooth satin; preserves tolerance |
| Cast iron | Steel grit or aluminum oxide | Aggressive profile for coating |

Sandblasting Techniques for Metal Surfaces
Dry Blasting vs. Wet Blasting
Dry blasting (compressed air + dry media) is the standard industrial method. It delivers the most aggressive profiles and fastest throughput. The tradeoff is dust generation and heat buildup at the surface.
Wet/vapor blasting mixes water with abrasive, suppressing dust by up to 92% versus dry blasting according to Graco's equipment data, while reducing friction-related heat. This makes it the preferred method for aluminum and precision parts where dimensional integrity must be maintained — and it reduces warping risk on thinner metals. The tradeoff: wet blasting can create flash-rust conditions on steel and generates wastewater requiring disposal.
Once you've selected a method, the finish quality comes down to how you control three operator-driven variables:
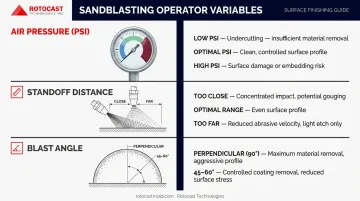
Controlling the Key Process Variables
- Air pressure (PSI) — Too high damages thin metals or over-profiles the surface. Too low fails to achieve the target cleanliness grade. For steel casting scale removal, Empire Airblast notes 80–100 PSI is a typical range, but settings must be validated per job.
- Standoff distance — The gap between nozzle and surface affects impact energy and blast pattern width. Closer distances concentrate energy; greater distances spread it.
- Blast angle — Perpendicular to the surface maximizes material removal. For removing old coatings, GMA Garnet recommends 45–60 degrees; oblique angles work better for light profiling or reaching recessed geometry.
These variables interact, so validate settings for each metal-media combination using test panels before committing to a full run.
Cabinet vs. Portable vs. Blast Room Systems
| System | Best For | Scale |
|---|---|---|
| Blast cabinet | Precision parts, controlled environment | Small to medium components |
| Portable system | Field use, large structures, weldments | Any size, on-site |
| Blast room | Large fabrications, high-volume industrial | Heavy, large-scale production |
How to Prepare Metal After Sandblasting
Post-blast handling is not optional. Key timing requirements from Sherwin-Williams and KTA specifications:
- Prime bare steel the same day it is cleaned, before any flash rust appears
- Apply primer within 8 hours of blasting
- All prepared steel must be primed within 24 hours of blast initiation
- Steel not protected within 8 hours must be re-blasted
Immediate Cleaning and Inspection
After blasting, blow off residual abrasive and dust with clean, dry, oil-free compressed air. Then inspect the surface against the specified cleanliness standard — for example, Sa 2.5 per ISO 8501-1 or SSPC-SP10. Any remaining rust, mill scale, or embedded media at this stage will compromise adhesion directly.
Surface Contamination Check
Invisible contamination (soluble salts, chlorides, oils from fingerprints) causes coating failure even on visually clean surfaces. For critical applications like marine or industrial coatings, a conductivity test using the Bresle patch method per ISO 8502-6 and ISO 8502-9 is recommended before priming. Water held against the surface dissolves soluble salts; conductivity measurement determines whether the surface passes specification.
Applying Primer or Conversion Coating
Once the surface passes inspection, apply primer without delay:
- Zinc-rich primer — for steel in corrosive environments; Sherwin-Williams Zinc Clad 4100 specifies an optimum 2 mils (50 microns) anchor profile before application
- Epoxy primer — bonds well to blasted steel and forms a hard, chemical-resistant base
- Conversion coating — phosphate, chromate, or chromate-free alternatives chemically bond to aluminum or steel and prepare the surface for topcoats
Primer locks in the anchor profile and prevents oxidation. Apply within 2–4 hours and before any visible rust develops.

Sealing or Topcoating for End Use
Final coating choice depends on the end environment and surface profile achieved:
- Powder coat — requires anchor profile; excellent for industrial and consumer goods
- Liquid industrial paint — flexible system selection for varied environments
- Thermal spray coatings — KTA recommends at least 3.5 mils (89 microns) profile for thermal spray adhesion
- Teflon coating — used on precision components like aluminum rotational molds to provide release properties during production
- Anodize — for aluminum, a conversion process that doesn't require a coating anchor profile
For aluminum rotational molds, the surface finish achieved during blasting transfers directly to the molded part surface. Rotocast Technologies engineers the interior surface quality of their A356.2 aluminum castings so that downstream blasting, texturing, or polishing operations produce consistent, repeatable results on the final rotomolded product.
Because the outside surface of any rotomolded part is a direct mirror of the mold cavity, any surface defect at the mold level appears in every part the mold produces.
Applications and When Sandblasting Is the Wrong Choice
According to Sherwin-Williams' surface preparation guide, up to 80% of all coating failures trace directly to inadequate surface preparation — making reliable adhesion the central argument for blasting. These industries treat it as standard practice for that reason:
Where Sandblasting Delivers Results
- Structural steel and pipelines — Sa 2.5 or Sa 3 blast before protective coating is the industry baseline
- Automotive and heavy equipment reconditioning — removing corrosion and old coatings before recoating
- Aerospace shot peening — fatigue-life enhancement on landing gear, springs, and turbine components
- Precision machined and cast parts — creating satin or anchor-profile finishes on CNC and cast components
- Mold and tooling surfaces — blast texturing cavity surfaces to build a defined texture directly into molded or cast parts, eliminating secondary finishing on the end product
Those applications all share one trait: the geometry and material can tolerate abrasive contact. When that's not the case, blasting creates more problems than it solves.
When Not to Sandblast
- Very thin sheet metal — warping risk increases sharply; wet blasting reduces but doesn't eliminate this risk
- Tight dimensional tolerances — abrasive blasting removes measurable material; on precision parts, this can push dimensions out of spec
- Assemblies with glass, rubber seals, or electronics — these components require masking or removal before blasting; if that's not practical, consider chemical etching, laser ablation, or hand abrasion instead
- Parts already at final dimension — if the anchor profile depth created by blasting will telegraph through a thin topcoat, reconsider media selection or skip blasting
Frequently Asked Questions
What is a sandblasted finish?
A sandblasted finish is a surface texture created by propelling abrasive media at high velocity against metal, producing a uniform matte, satin, or profiled surface. The specific result depends on media type, grit size, pressure, and blast angle.
What is Sa 2.5 surface finish?
Sa 2.5 is a "very thorough" blast-cleaning grade per ISO 8501-1, allowing up to 15% residual staining, and is the most commonly specified cleanliness standard before applying industrial protective coatings. SSPC-SP10 is the stricter equivalent, permitting no more than 5% staining.
How do you prep metal after sandblasting?
Blow off residual dust with clean, dry compressed air, then inspect against your specified cleanliness grade. Apply primer or a conversion coating within the same day — most industrial specifications require coating within 8 hours to prevent flash rust.
Can you powder coat without sandblasting?
Powder coating can be applied to chemically cleaned or mechanically abraded metal, but sandblasting creates the anchor profile that maximizes adhesion and long-term durability. Skipping it increases the risk of delamination, particularly in corrosive or high-humidity environments.
Is sandblasting better than sanding?
For industrial metal preparation, sandblasting is the standard — it's faster, more consistent, and reaches recessed geometry that hand or machine sanding cannot access. Sanding is better suited for small, flat, or delicate surfaces where abrasive blasting would over-profile or cause damage.
What should you not sandblast?
Avoid blasting very thin sheet metal prone to warping, parts with tight dimensional tolerances where material removal affects fit, and assemblies containing unmasked glass, rubber seals, or electronic components. Chemical etching, laser ablation, or hand abrasion are more appropriate alternatives in these cases.