This guide covers how aluminum sandblasting works, which media to choose, what finishes and colors are achievable, how to execute the process correctly, and what to do with the surface afterward — whether you're prepping for paint, restoring oxidized components, or specifying a texture for a production mold.
Key Takeaways
- Aluminum sandblasting uses abrasive media to clean, texture, and prepare surfaces for downstream finishing.
- Glass beads produce smooth satin finishes; aluminum oxide cuts deeper for stronger coating adhesion.
- The natural sandblasted appearance is matte silver-grey — anodizing, powder coating, or painting afterward unlocks the full color range.
- Keep pressure between 40–80 PSI for most aluminum work; thin-walled and cast sections need the lower end.
- Degrease before blasting, and coat or treat the surface quickly after to prevent re-oxidation.
What Is Aluminum Sandblasting and Why It Matters
Aluminum sandblasting — more accurately called abrasive blasting — propels abrasive particles at high velocity against an aluminum surface to remove contaminants, strip oxidation, create controlled texture, or prepare the part for a downstream process like painting, powder coating, or anodizing.
The practical benefits are concrete:
- Removes surface contaminants — oils, machining residue, and oxide buildup that prevent coatings from bonding properly
- Creates an anchor profile — surface roughness that gives paint, powder coat, and anodizing mechanical grip
- Deburrs machined edges — cleans up sharp features without secondary hand work
- Standardizes the surface — produces consistent texture across the entire part before finishing
Aluminum's hardness is a critical factor here. Pure aluminum sits at approximately 2.75 on the Mohs scale, and even structural alloys like 6061-T6 (Brinell 95) are considerably softer than structural steel. That softness makes aluminum susceptible to distortion, warping, and embedded media if blasted with the wrong abrasive or too much pressure.
Two standards define the baseline for aluminum surface prep: ASTM D1730 covers preparation of aluminum and aluminum-alloy surfaces for painting, including mechanical treatments such as sandblasting. SSPC-SP 16 covers brush-off blast cleaning of non-ferrous metals and requires a minimum surface profile of 19 micrometers (0.75 mil).
Best Media for Sandblasting Aluminum
Media selection drives everything else in aluminum blasting. The abrasive's hardness, shape (angular vs. spherical), and particle size determine surface profile, texture consistency, and whether aluminum comes out cleaned or damaged.
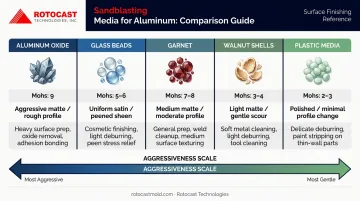
The table below shows how the five main media types compare before diving into each one:
| Media | Mohs Hardness | Finish Type | Best Use Case |
|---|---|---|---|
| Aluminum Oxide | ~9 | Aggressive etch | Pre-coating, powder coat, anodizing |
| Glass Beads | 5–6 | Smooth satin | Decorative, visible surfaces |
| Garnet | ~7 | Moderate etch | General prep, rust/paint removal |
| Walnut Shells | ~4.5 | Gentle clean | Thin-walled, precision parts |
| Plastic Media | ~3.5 | Non-etching strip | Aerospace/auto depainting |
Aluminum Oxide
Brown or white aluminum oxide is the workhorse for aluminum surface prep. Angular particles with Mohs hardness around 9 generate an aggressive etch profile, making it ideal before painting, powder coating, or anodizing. Common grit sizes run from 20 to 180 for heavy cleaning and 180 to 320 for smoother prep work.
Navy testing on AA5083 aluminum confirmed that aluminum oxide-blasted panels outperformed all other preparations for coating adhesion. Panels with no prep or fine glass bead showed complete coating disbondment within 30 days. For coating durability, aluminum oxide is the right starting point. White aluminum oxide is preferred when minimal iron contamination is a concern, such as pre-anodizing work on precision parts.
Glass Beads
Spherical soda-lime glass beads (Mohs 5–6) produce a smooth satin finish without the etch profile of angular media. They leave a bright, uniform surface and, critically, won't leave embedded residue on aluminum. Available in mesh sizes from 14/40 through 140/400, they're well-suited for decorative or visible components: architectural panels, consumer electronics housings, and anything where clean appearance matters more than coating grip.
Walnut Shells and Plastic Media
At the gentlest end of the spectrum, walnut shells (Mohs ~4.5) and granulated plastic media (Mohs ~3.5) clean and strip without etching the substrate. These are the right choice for:
- Thin-walled aluminum parts prone to warping
- Precision-machined components with tight dimensional tolerances
- Aerospace and automotive depainting applications
- Stripping organic coatings without surface damage (plastic media is covered under MIL-P-85891A)
Garnet
Garnet sits between glass beads and aluminum oxide in aggressiveness. Its angular shape removes rust and old paint effectively, with lower dust generation than most alternatives. When glass beads lack the cutting action you need but aggressive media would be overkill, garnet at 65 PSI with 80-grit is a validated starting point for general aluminum surface preparation.
Media to Avoid
Steel grit and steel shot are not appropriate for aluminum. SSPC-SP 16 is explicit: embedded steel from chilled iron grit, steel shot, or steel grit will cause aluminum to galvanically corrode. The result is rust spots that contaminate the surface and undermine everything that follows. The WARU optimized aluminum preparation report similarly lists steel shot and ferrous grits as prohibited for aluminum work.
Silicon carbide (Mohs 9.25), while effective on stone and glass, is generally too aggressive for aluminum and can cause uneven surface distortion.
Finishes and Colors You Can Achieve on Sandblasted Aluminum
What Sandblasting Actually Looks Like
Sandblasting itself doesn't add color — it creates texture and controls light reflection. The result ranges from bright, uniform satin (glass beads) to a flat, diffuse matte grey (aluminum oxide or garnet). For reference:
| Finish Type | Appearance | Typical Ra Range |
|---|---|---|
| Mill finish | Smooth, directional sheen | Below 0.8 µm |
| Glass bead blast | Bright satin, non-directional | 0.08–0.27 mil (Ra) |
| Aluminum oxide blast | Uniform matte | Increases with grit coarseness |
| Coarse oxide/garnet | Textured, aggressive matte | Higher Ra, more anchor profile |
AA5083 testing measured Ra values from 0.08 mil for fine aluminum oxide to 0.27 mil for coarse aluminum oxide at 80 PSI — the coarser the media and higher the pressure, the deeper the profile.
Unlocking Color Through Post-Blast Treatments
Sandblasting's real value in color work is as a preparation step. A properly blasted surface accepts anodizing, powder coating, and paint far more uniformly than untreated aluminum.
Anodizing after sandblasting is particularly effective: the blasted texture standardizes the surface, removes contaminants that cause color inconsistencies, and gives the anodized layer a more matte appearance than anodizing over polished or mill-finish aluminum.
The Aluminum Association's finish designation system — M for mechanical, C for chemical, A for anodic finishes — reflects this layered approach to specifying final appearance.
Cast Aluminum: Special Considerations
Surface finish quality matters as much in cast aluminum as it does for the downstream treatments above — but cast aluminum's porosity requires more careful handling than wrought alloys. Too much pressure or overly aggressive media can open surface pores and distort fine details — both of which create defects that propagate into downstream finishing steps.
This is especially relevant for rotational molds, where the mold's interior surface is a direct negative of the finished plastic part. Rotocast Technologies, based in Akron, Ohio, produces aluminum cast molds from A356.2 grade alloy — a tighter-tolerance designation with strict chemical limits, lower impurities than standard 356.0, and greater ductility. Their in-house casting process is engineered to produce dense, defect-free interiors specifically because any surface flaw in the mold replicates directly onto the rotomolded part. That density also provides a stable, consistent substrate for sandblasting and subsequent treatments like Teflon coating or custom texturing.
Choosing the Right Finish for Your Application
- Glass beads → decorative or visible parts requiring clean satin appearance
- Aluminum oxide → industrial or structural parts heading to paint, powder coat, or anodizing
- Walnut shells / plastic media → thin-walled or precision-tolerance parts
- Garnet → general-purpose prep when moderate cutting action is needed
The downstream requirement should drive the media choice. Anodizing, for example, benefits from a specific surface profile — not just any blast.
How to Sandblast Aluminum: Step-by-Step
Surface Preparation
Before any blasting, the surface must be clean and dry. Oils, machining fluids, and surface contamination cause uneven blasting and can be mechanically driven into the aluminum if not removed first. Degrease thoroughly, rinse, and dry completely — moisture causes inconsistent media contact and uneven texture results.
Mask threaded holes, precision bearing surfaces, and any areas not intended for blasting using tape or jigs. Embedded abrasive in a threaded bore is a costly problem to fix.
Equipment Setup and Pressure Settings
Equipment choice depends on the job:
- Pressure blasters — best for small parts, precision work, and adjustable control
- Centrifugal blasters — suited for flat panels and high-volume production runs
- Wet blasters — preferred for thin-walled parts or dust-sensitive environments
Recommended pressure ranges for aluminum vary by application:
| Application | Recommended PSI |
|---|---|
| Thin sheet / delicate parts | 10–50 PSI |
| General aluminum surface prep | 50–80 PSI |
| Heavy-duty prep (thick plate) | Up to 80–100 PSI |
AA5083 testing validated 40 and 80 PSI as reference points; an aluminum prep study found 65 PSI with 80-grit aluminum oxide or garnet produces satisfactory results with minimum metal removal. Stay below 100 PSI — beyond that, warping and distortion become real risks on most aluminum.
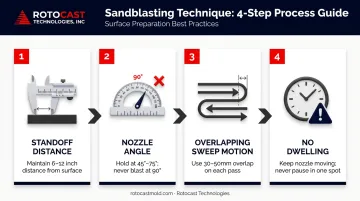
Blasting Technique
Consistent technique matters as much as pressure settings:
- Maintain standoff distance of 6–12 inches (150–300 mm) from the surface
- Hold nozzle angle at 45°–75° — avoid perpendicular angles that compact media into the surface
- Use steady, overlapping sweeping motions — overlap each pass by 30–50 mm
- Don't dwell in one spot, particularly over thin or cast sections
Post-Blast Cleanup and Inspection
Residual abrasive left on the surface will contaminate any coating applied over it. After blasting, clean the surface thoroughly and inspect for uniform texture across the part.
For surface profile verification:
- Use ASTM D4417 as the standard for field, shop, and lab measurement of blast profiles
- Take 3–5 profilometer readings per area and average them — spot checks aren't sufficient for production work
- Match the measured profile to the depth specification required by your coating or treatment process
What to Do After Sandblasting Aluminum
Painting
Sandblasted aluminum accepts paint better than nearly any other surface preparation because the anchor profile provides mechanical grip for the coating. The time constraint is real: freshly blasted aluminum re-oxidizes, and that new oxide layer reduces adhesion if the surface sits uncoated. Apply primer as soon as practical after blasting. Military specification MIL-DTL-53072H guidance calls for primer application within 24 hours of pretreatment.
Polishing
Polishing sandblasted aluminum is possible, but it takes more steps than starting from a mill finish. Work through progressively finer wet-sanding grits before applying polishing compounds. The sandblasted matte surface requires more material removal to reach a high-gloss result, making this approach more practical for restoration projects or decorative custom work than for production finishing.
Anodizing
Sandblasting before anodizing standardizes the surface and removes contaminants that cause color variation in the anodized layer. The Aluminum Association's finish designation system (M/C/A) captures this directly: the mechanical finish code reflects how sandblasting shapes the final anodized appearance. A blasted pre-finish produces a more matte, refined result compared to anodizing over a polished or untreated surface.
Post-blast treatment options at a glance:
- Painting — prime within 24 hours to prevent re-oxidation and maximize adhesion
- Polishing — requires progressive wet-sanding grits before compound; best suited for decorative or restoration work
- Anodizing — blasted surface yields a more uniform, matte anodized finish than polished or untreated aluminum

Frequently Asked Questions
Does sandblasting damage aluminum?
Not when done correctly. Improper media — especially steel grit — or excessive pressure can cause warping, surface distortion, or embedded particles. Using glass beads or aluminum oxide at 40–80 PSI prevents damage while still producing the desired surface profile.
What is the best sandblasting media for aluminum?
Glass beads are best for smooth, decorative satin finishes. Aluminum oxide is the top choice for surface prep before painting, anodizing, or powder coating. The right answer depends on whether finish appearance or coating adhesion is the priority.
Can you sandblast cast aluminum?
Yes. Cast aluminum is routinely blasted, but its porosity requires careful pressure control and gentler media selection. Start at lower pressures with finer grit media to avoid opening surface pores or distorting features.
Can you polish aluminum after sandblasting?
Yes. Wet-sand through progressively finer grits before applying polishing compound. Achieving a high-gloss finish from a matte sandblasted surface is labor-intensive, making it better suited to restoration or decorative applications than production work.
Can you paint over sandblasted aluminum?
Yes — sandblasted aluminum is one of the best surfaces for paint adhesion due to its roughened anchor profile. Apply primer quickly after blasting, before re-oxidation reduces that adhesion advantage.
What is a sandblasted finish?
A matte, uniformly textured surface created by blasting abrasive particles against aluminum at high velocity. The result is a light-diffusing, non-reflective grey appearance ranging from fine satin (glass beads) to coarser matte (aluminum oxide or garnet), depending on the media and pressure used.