Both materials are used across the industry, but they behave very differently inside an oven. Aluminum and steel have distinct thermal properties, fabrication characteristics, and cost structures that make each the right choice in specific situations — and the wrong choice in others.
This guide breaks down how each mold material performs, where each one fits best, and how to evaluate the decision for your specific production program.
Key Takeaways
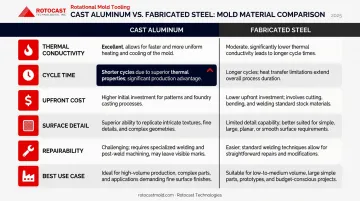
- Aluminum molds (cast) offer faster thermal response, superior surface detail, and design flexibility, making them the industry default for most small-to-medium production runs
- Steel molds (fabricated plate) cost less upfront for simple, large geometries and offer structural durability suited to high-volume, straightforward parts
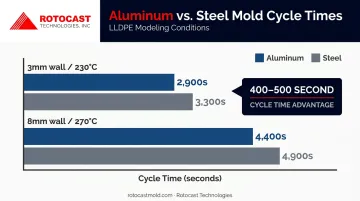
- Aluminum's thermal conductivity advantage is documented: in modeled LLDPE rotomolding, aluminum molds produced cycle times 400–500 seconds shorter than steel molds under comparable conditions
- Neither material wins universally — selection depends on part size, geometry complexity, surface requirements, and production volume
Aluminum vs. Steel Rotational Molds: Quick Comparison
| Attribute | Cast Aluminum | Fabricated Steel |
|---|---|---|
| Thermal Conductivity | ~151–168 W/m·K | ~32–52 W/m·K |
| Mold Weight | Heavier per unit area due to casting density | Lighter per unit area; easier to handle for large single molds |
| Upfront Cost | Higher when single mold needed; cost-effective for multiple identical tools | Lower upfront for large, simple geometries (no pattern required) |
| Cycle Time | Shorter — aluminum ran 2,900 s vs. steel's 3,300 s at 3mm/230°C in LLDPE modeling | Longer thermal lag; 3,300–4,900 s in comparable modeled conditions |
| Surface Detail | Cast-in textures, compound curves, fine detail achievable | Embossed inserts possible; complex texturing is limited |
| Machinability/Repairability | Easy to revise, update, and refurbish at low cost | Durable; carbon steel has rust risk under thermal cycling |
| Best Production Run | Small-to-medium runs; complex duplicate molds | Large, simple-geometry parts; single large molds |
| Dimensional Tolerance | Typical CNC-machined tolerance: ±0.010 in. | Varies by fabrication method |
Note: "Aluminum" in this context refers to cast aluminum molds produced via foundry casting and CNC finishing. "Steel" refers to fabricated welded-plate construction. These are different manufacturing processes, not just different materials — and that distinction drives the performance gaps covered below.
What Is Aluminum Rotational Molding?
Cast aluminum rotational molds are produced by pouring molten aluminum alloy into a pattern, then finishing the cavity surfaces via CNC machining and hand polishing. This is a foundry process — not a machining-from-solid process. The casting approach is specifically suited to the low-pressure, high-heat environment of a rotomolding oven.
The Thermal Advantage
Aluminum's conductivity is its most operationally significant property. According to a 2026 study on LLDPE rotational moulding published in Materials, aluminum molds (modeled at 168 W/m·K thermal conductivity) produced cycle times of 2,900 seconds at 3mm wall thickness and 230°C oven temperature — versus 3,300 seconds for low-carbon steel under the same conditions. At 8mm and 270°C, the gap widened: aluminum at 4,400 seconds versus steel at 4,900 seconds.
That 400–500 second per-cycle advantage compounds quickly over a production run. Faster heat-up and cool-down translates to more parts per shift, lower energy consumption, and tighter cycle control.
Uniform Wall Thickness and Part Quality
Cast aluminum molds can be designed with variable wall thickness and cast-in heat fins — giving mold makers active control over how heat transfers across the tool. Per the ARM Design Guide on rotational molding molds, this tunability allows more controllable heat distribution across complex part geometries, which supports more consistent wall thickness in the finished plastic part.
This matters most for structural parts — tanks, containers, marine products — where wall variation creates weak points.
Machinability and Design Flexibility
Aluminum machines faster than steel, cutting lead times for fabrication, modifications, and surface finishing. The ARM Design Guide notes that cast aluminum tools can be revised, updated, and refurbished multiple times at comparatively low cost — a major advantage for programs where designs are likely to evolve.
Mold makers can cast surface textures directly from a pattern or add them post-casting through shot peening, sandblasting, acid etching, or polishing. That finishing range is difficult to replicate in welded steel construction.
Rotocast Technologies and Aluminum Rotational Molds
Rotocast Technologies, an Akron, Ohio-based aluminum rotational mold manufacturer operating since 1956, uses A356.2 grade aluminum alloy for their cast rotational molds. This designation indicates strict chemical limits and primary aluminum sourcing, delivering greater ductility and strength than standard 356.0 alloy. Their process produces castings with ¼" to 3/8" wall thickness — thin enough for rapid heat transfer, rigid enough for consistent part walls.
That process knowledge traces to Rotocast's heritage in aluminum tire mold production, where thin-wall precision and high interior surface quality were non-negotiable. Major rotational molders including Toter, Inc. and Rubbermaid Commercial Products have since relied on that foundry depth for production-critical tooling.

Use Cases for Aluminum Rotational Molds
According to LyondellBasell's Guide to Rotational Molding, cast aluminum molds are by far the most frequently used in the rotational molding industry, with most small-to-medium parts molded from cast aluminum tooling.
Common applications include:
- Kayaks and canoes — compound curves and consistent hull wall thickness require cast aluminum's geometry capability
- Containers up to 400 gallons — ARM documents aluminum molds for this size range
- Consumer goods and recreational equipment — surface finish and detail requirements favor aluminum
- Marine products, coolers, and specialty industrial components — applications where aesthetics and dimensional consistency matter
What Is Steel Rotational Molding?
Fabricated steel molds are built by welding steel plate into the desired shape. There is no pattern-to-casting step — the tool is constructed directly from plate, which eliminates pattern cost and can simplify production for large, uncomplicated geometries.
Thermal Behavior: The Tradeoff
Steel's thermal conductivity — roughly 32–52 W/m·K depending on grade — means slower heat-up and cool-down compared to aluminum. In the LLDPE modeling study cited above, steel consistently produced the longest cycle times across all thickness and temperature conditions tested.
For thick-walled or very large-format parts, this thermal lag can stabilize heat distribution during long oven cycles. The slower response doesn't always translate to worse parts — it depends on part geometry and wall requirements.
Durability in High-Volume Environments
Where thermal behavior trades cycle speed for stability, durability is where steel earns its place. Fabricated steel holds up well under extended, repetitive production. Its structural mass resists deformation, and carbon steel's toughness suits applications where the same simple part is produced in very large quantities with minimal design changes.
One maintenance caveat: carbon steel can rust under the repeated heating and cooling cycles of rotomolding. Proper maintenance and storage matter more for steel tools than aluminum.
Cost Structure
ARM and LyondellBasell both note that fabricated molds avoid the cost of a full-size pattern, which can make steel the lower-cost option for a single large, simple tool. When multiple identical molds are needed — common for higher-volume programs — cast aluminum can amortize pattern cost across several tools and become more cost-effective overall.
Published cost benchmarks for either mold type aren't widely available. Actual costs depend on part size, geometry, and fabrication complexity.
Use Cases for Steel Rotational Molds
Fabricated steel fits best when:
- Part geometry is simple: flat panels, basic cylinders, minimal compound curves
- Surface finish is secondary to function (utility tanks, reservoirs, agricultural storage)
- A single large mold is needed without duplicates
- Production volume is high and no design changes are expected — the tool just needs to outlast the run
Which Mold Material Is Right for Your Operation?
The decision comes down to six variables. Work through them in order:
- Production volume — How many parts will this tool produce annually, and for how long?
- Part geometry — Compound curves, undercuts, and fine surface detail favor cast aluminum
- Surface finish requirements — Consumer-facing or aesthetic parts need aluminum's casting capability
- Budget structure — Upfront cost versus total cost per part over the program life
- Design change frequency — Programs likely to be modified benefit from aluminum's repairability
- Equipment capacity — What is your machine arm's weight rating, and how many cavities do you need per arm?
The Weight and Equipment Interaction
Fabricated steel molds are generally lighter than cast aluminum molds of equivalent size, according to ARM. The reason is counterintuitive: aluminum is a lighter material, but cast tools require thicker walls than welded plate. Equipment load calculations need to be based on finished tool weight — not raw material density.
Mold weight directly affects how many cavities you can mount per arm on a carousel machine. LyondellBasell notes that a spider can mount two to three dozen cast molds depending on size — optimizing that configuration for your arm's weight rating can meaningfully reduce per-part cost on the right programs.
Total Cost of Ownership
The upfront cost comparison favors steel for single large tools. But cycle time changes the math over a program. If aluminum cuts 400–500 seconds per cycle (per LLDPE modeling data), multiply that across annual production volume to see what additional throughput — or energy reduction — that advantage generates.
The relevant TCO drivers:
| Driver | Aluminum Implication | Steel Implication |
|---|---|---|
| Upfront tooling | Higher for single mold; cost-effective for multiples | Lower when pattern cost is avoided |
| Cycle time | Shorter under documented conditions | Longer thermal lag |
| Modification cost | Easy and low-cost to revise | Alterations roughly comparable per ARM |
| Maintenance risk | Rust-resistant; refurbishable | Carbon steel rust risk under thermal cycling |
| Surface/detail quality | High; complex geometry supported | Limited; suited to simple shapes |

Situational Guidance
Choose cast aluminum when:
- Parts have complex geometry, compound curves, or detailed surface requirements
- Cycle time efficiency drives production economics
- Design changes are expected over the tool's life
- Multiple identical molds are needed for a production program
- Products are consumer-facing and surface finish matters
Choose fabricated steel when:
- Parts are large and geometrically simple (tanks, reservoirs, utility containers)
- A single large mold is needed and pattern cost isn't justified
- Very high production volume with no anticipated design changes
- Surface finish is secondary to structural function
Rotocast Technologies operates an in-house foundry in Akron, Ohio, producing thin-wall castings in A356.2 alloy with CNC finishing, full surface finishing, and frame fabrication — for both new mold programs and existing tool refurbishment. We also offer design review to assess moldability and optimize your tooling investment before a mold build begins.
Conclusion
Aluminum and steel each serve distinct production profiles. Cast aluminum wins on thermal performance, surface quality, and design flexibility — making it the dominant choice for most rotational molding applications. Fabricated steel wins on upfront fabrication economics for large, simple tools where fine detail isn't a requirement.
Getting this decision right at the start of a program means fewer cycle inefficiencies, better part quality, and a tooling investment sized to the production economics. Every part that comes out of the oven reflects that early tooling choice — getting the material wrong compounds across thousands of cycles.
If you're working through this decision for an upcoming program, Rotocast Technologies' engineering team has been helping rotational molders select and build the right mold since 1956.
Frequently Asked Questions
What material is most commonly used in rotational molding?
Polyethylene is the dominant resin, accounting for 84% of rotational molding resin usage according to LyondellBasell. For mold material, cast aluminum is the industry default — its thermal conductivity and machinability make it the practical choice for the vast majority of rotomolding applications.
Why use aluminum instead of steel for rotational molds?
Aluminum transfers heat roughly 3–5x faster than steel, shortening cycle times and improving production efficiency. It's also easier to machine, which reduces modification costs and enables more complex surface detail. These advantages are most meaningful for short-to-medium production runs where cycle economics and design flexibility matter.
What is the best alloy for an aluminum rotational mold?
Cast aluminum alloys in the A356 family — including A356.2, which offers greater ductility and strength than standard 356.0 — are preferred for rotational molds. These alloys combine good thermal conductivity, machinability, and the structural integrity needed to withstand repeated thermal cycling in production.
How long do aluminum rotational molds typically last?
Lifespan varies too much across applications to cite a single figure — part geometry, resin abrasiveness, and maintenance practices all play a role. With proper care and periodic refurbishment, aluminum molds are designed for long production life, and repair services can extend that lifespan further.
Can aluminum molds handle high-volume rotational molding?
Yes — aluminum handles a much wider production range in rotational molding than it does in injection molding. Fabricated steel is only worth considering for extremely high volumes with no anticipated design changes; the vast majority of commercial programs run effectively on aluminum tooling.
What is the main difference between cast aluminum and fabricated steel molds?
Cast aluminum is produced through foundry casting and CNC machining; steel molds are welded from plate. That difference in process drives the gap in surface quality, dimensional consistency, and thermal response — casting yields tighter detail and more uniform wall geometry than welded fabrication.