The choice between them is not just a line item on a material cost spreadsheet. Selecting the wrong grade affects impact resistance, wall integrity, and environmental stress crack resistance (ESCR). It changes how forgiving your process window is, how your mold must be designed, and how often you reject finished parts. A decision made at the resin stage ripples through every step from mold design to shipped product.
This guide breaks down the key differences, processing requirements, and real-world application logic for both materials — so you can make the call with clarity.
Key Takeaways
- LLDPE dominates rotomolding with superior flexibility, ESCR, and a wider processing window
- HDPE delivers greater stiffness and dimensional stability for load-bearing structural parts
- Both resins must be ground to fine powder with an MFI of 3–8 g/10 min — get this wrong and neither material processes reliably
- Material selection should follow end-use requirements: flexibility vs. rigidity, operating environment, and part geometry
- Mold quality and uniform wall thickness matter as much as resin choice for consistent output
LLDPE vs. HDPE: Quick Comparison
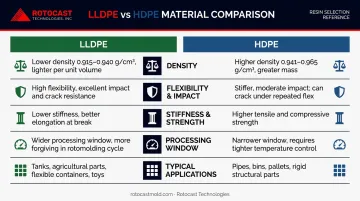
Both materials are widely used in rotational molding, but they perform differently under stress, heat, and processing conditions. Use this table as a quick reference before diving into the full breakdown below.
| Attribute | LLDPE | HDPE |
|---|---|---|
| Density | Below 0.940 g/cm³ | Above 0.940 g/cm³ |
| Flexibility & Impact | Highly flexible; impact-resistant | More rigid; moderate impact resistance |
| Stiffness & Strength | Lower stiffness; not ideal for load-bearing | Higher tensile strength; suited for structural parts |
| Processing Window | Wider window; more forgiving | Narrower window; requires tighter cycle control |
| Typical Applications | Tanks, playground equipment, marine, ag troughs | Rigid containers, industrial bins, structural components |
For a full breakdown of each property and how it affects mold design and part performance, see the sections below.
What Is LLDPE?
Linear Low-Density Polyethylene (LLDPE) is produced by copolymerizing ethylene with short-chain alpha-olefins. The result is a molecular structure with uniform short branches that prevent polymer chains from packing closely together.
That specific architecture is what makes LLDPE so well-suited to rotational molding: it flows predictably at processing temperatures, responds well to the low-shear rotomolding environment, and gives molders a wide operating window with relatively low risk of thermal degradation.
MFI and Processing Control
For rotational molding, LLDPE must have a melt flow index (MFI) in the range of 3–8 g/10 min, measured by ASTM D1238 at 190°C/2.16 kg. This window matters in practice:
- MFI too low: Resin flows poorly, producing uneven wall coating and thin spots
- MFI in range: Consistent melt and distribution, predictable wall thickness
- MFI too high: Sagging and wall thinning, especially in large-format parts
A common commercial example is LyondellBasell's Microthene MP635962, used in playground equipment and toys, with an MFI of 6.7 g/10 min and a density of 0.935 g/cm³ — within the recommended processing range.
Performance Properties That Matter
LLDPE's molecular structure delivers several properties that directly translate to longer-lasting rotomolded products:
- ESCR (Environmental Stress Crack Resistance): Rated excellent by LyondellBasell; critical for tanks exposed to chemicals or outdoor weathering over years of service
- Low-temperature impact: Excellent impact strength in cold climates — important for outdoor products exposed to freezing conditions
- UV stability: Grades can be formulated with UV stabilizers; SABIC's R6438E2, for example, is explicitly positioned for long-life outdoor rotomolding use
- Chemical resistance: Effective barrier against a broad range of stored substances
LLDPE grades can also be formulated with flame retardants, colorants, and natural fibers. Research in the Journal of Natural Fibers found that 3% jute fiber increased tensile strength from 17.5 MPa to 20.2 MPa, though impact strength dropped 30.67% at that loading — a trade-off worth evaluating before specifying.
Where LLDPE Dominates
The Journal of Natural Fibers study also identifies LLDPE as the "most preferred base material" for rotational molding. Its end-product reach is broad:
- Water and chemical storage tanks — ESCR extends service life under prolonged chemical exposure
- Playground equipment — flexibility absorbs impacts that would crack a stiffer material
- Marine buoys and kayaks — impact resistance and UV stability in harsh outdoor conditions
- Agricultural feed troughs and traffic barriers — combination of toughness and chemical resistance
- Waste bins — impact durability through repeated handling cycles

What Is HDPE?
High-Density Polyethylene (HDPE) has a predominantly linear molecular structure with very little branching. That geometry allows polymer chains to pack tightly, producing a denser material: ARM designates HDPE as resins with density above 0.940 g/cm³, compared to LLDPE's typical range below that threshold.
The result is a stiffer, stronger material with better surface hardness and higher heat deflection temperature than LLDPE.
In a rotomolding context, that stiffness is the primary selection driver — but it comes with processing trade-offs worth understanding before specifying the material.
Processing Considerations
HDPE requires more careful process management than LLDPE:
- Its higher crystallinity means more dimensional change occurs during cooling, which must be factored into mold design
- LyondellBasell explicitly lists HDPE as exhibiting inconsistent warpage and shrinkage compared to LLDPE's good warp resistance
- Cooling phase management is especially important — improper cooling can produce warped parts that require secondary correction
ExxonMobil's HDPE rotomolding grades span densities from 0.940 to 0.948 g/cm³ with MFI values from 1.3 to 7.0 g/10 min. That range reflects how much grade selection matters — the right MFI for one application can produce defects in another.
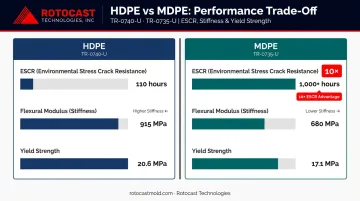
The ESCR Trade-Off
This is where HDPE's structural advantages come with a real cost. NOVA's TR-0740-U HDPE rotomolding resin reports an ESCR of 110 hours under ASTM D1693 Condition B — compared to over 1,000 hours for NOVA's lower-density MDPE TR-0735-U grade. LyondellBasell simply rates HDPE ESCR as low.
For parts that will contact chemicals, outdoor weathering, or sustained mechanical stress, that gap is a serious consideration.
Where HDPE Is Preferred
HDPE's stiffness and structural properties justify its selection in specific categories:
- Rigid industrial containers and IBCs — must hold shape under load and stacking pressure; LyondellBasell lists HDPE GA652962 (density 0.942 g/cm³, MI 2.0) specifically for large tanks and IBC containers
- Structural pallets and bins — dimensional precision under sustained weight
- Drainage products — surface hardness and shape retention under installation stresses
- Applications at elevated temperatures — higher heat deflection temperature compared to LLDPE
For stiffness data, NOVA's TR-0740-U HDPE reports a flexural modulus of 915 MPa and yield strength of 20.6 MPa, compared to 680 MPa and 17.1 MPa for the lower-density TR-0735-U MDPE grade. That 35% stiffness advantage is what drives HDPE selection for load-bearing geometry.
LLDPE vs. HDPE: Which Should You Choose?
Primary Decision Factors
Before selecting a resin, evaluate these four variables:
- End-use performance: Does the part need to flex and absorb impact, or hold rigid shape under load?
- Operating environment: Outdoor UV exposure, chemical contact, and temperature range all affect which material holds up longer
- Part geometry: Complex curved forms and thin walls favor LLDPE's wider window; thick structural walls may suit HDPE
- Production throughput: Processing window width affects scrap rate and cycle consistency
The Selection Framework
Choose LLDPE when:
- The part requires impact absorption or flexibility at low temperatures
- ESCR matters — tanks, outdoor storage, chemical contact applications
- Part geometry is complex with curved walls or variable thickness
- Outdoor UV exposure is expected and UV-stabilized grades are specified
Choose HDPE when:
- Dimensional stability under sustained load is the primary requirement
- Surface hardness or abrasion resistance adds functional value
- The part operates at elevated temperatures where LLDPE would soften
- Stiffness targets cannot be met by LLDPE grades
The Mold Quality Factor
Material selection alone does not determine part quality — the mold does. A precision-engineered mold with uniform wall thickness ensures even heat distribution to the resin during the rotation cycle. That heat uniformity matters for both resins: it keeps LLDPE within its melt flow window across the entire mold interior, and it reduces the uneven cooling behavior that makes HDPE prone to warpage.
Rotocast Technologies' aluminum cast molds, produced from A356.2 grade aluminum alloy with wall thicknesses of ¼" to 3/8", are built for the heat transfer demands of rotational molding. That thin, uniform wall construction transfers heat quickly and consistently to the resin — which is exactly what both LLDPE and HDPE need to process correctly.

For HDPE in particular, where warpage risk is higher, mold wall uniformity is the variable that makes controlled cooling achievable. Uneven wall thickness introduces hot spots; hot spots introduce differential shrinkage; differential shrinkage produces warped parts.
Cost in Context
Raw resin price per pound is a poor proxy for total production cost. LLDPE and HDPE carry different price points by grade and market conditions, but the economics that actually matter run through scrap rate, cycle efficiency, and downstream finishing.
LLDPE's wider processing window tends to mean fewer rejects and more consistent cycle times. HDPE's rigidity can reduce secondary operations on structural parts. Run the numbers on the full production picture, not just what the material costs per pound.
Real-World Application Scenarios
Large outdoor water or chemical storage tank: LLDPE is the standard choice. ESCR prevents stress cracking under prolonged chemical exposure; flexibility absorbs transport and handling impacts; UV-stabilized grades extend outdoor service life. Substituting HDPE would introduce significant ESCR risk — LyondellBasell rates HDPE ESCR as low — and reduce the flexibility needed to handle mechanical stresses without cracking.
Rigid industrial bin or heavy-duty container: Select HDPE for its stiffness and dimensional precision under load. The trade-off is real: a narrower processing window means tighter temperature control is required, and cooling must be carefully managed to avoid warpage. Mold design becomes more consequential in this scenario — uniform wall construction and controlled cooling fixtures are essential to getting consistent parts.
Conclusion
LLDPE's flexibility, ESCR, and wide processing window make it the dominant and lower-risk choice for most rotomolding applications. HDPE delivers real advantages where stiffness and dimensional stability under load are the requirement. The right choice depends entirely on what the finished part must do in service.
What both materials share is a dependence on mold quality. Wall uniformity, surface condition, and thermal management in the mold determine whether a resin performs to its potential or wastes its properties in a defective part. Working with a mold manufacturer that understands those demands is a practical step worth taking seriously.
Rotocast Technologies has been producing precision aluminum rotational molds since 1956, with an engineering and foundry team that understands what consistent heat transfer to the resin actually requires — for LLDPE and HDPE alike.
Frequently Asked Questions
What is the best plastic for rotational molding?
Polyethylene — particularly LLDPE — is the most widely used resin in rotational molding due to its wide processing window, excellent impact resistance, and ESCR. The "best" material depends on the specific application; HDPE is preferable when stiffness and load-bearing capacity are the primary requirements.
Which is better, LDPE or LLDPE?
LLDPE offers higher tensile strength, better puncture resistance, superior ESCR, and improved impact performance compared to LDPE. LyondellBasell notes that LLDPE, developed for rotomolding in the late 1970s, has measurably better mechanical properties, making it the stronger choice for most rotomolding applications.
What is rotationally molded polyethylene?
Rotationally molded polyethylene refers to PE resin ground into fine powder and processed in a rotating, heated mold to produce hollow, seamless plastic parts. LLDPE and HDPE are the primary grades used, each ground to specifications that allow proper melt flow and wall coating during the rotation cycle.
Can HDPE be used in rotational molding?
Yes, HDPE can be rotomolded, but its narrower processing window increases the risk of warpage and shrinkage during cooling. Careful mold design and controlled cooling are essential to achieving dimensionally consistent parts.
What is melt flow index and why does it matter for rotational molding?
Melt flow index (MFI) measures how easily a resin flows when melted under standardized conditions (ASTM D1238 at 190°C/2.16 kg for PE). For rotomolding, resins should fall within approximately 3–8 g/10 min to coat the mold interior evenly and produce consistent wall thickness throughout the part.
Is LLDPE or HDPE better for chemical storage tanks?
LLDPE is generally the preferred choice for chemical storage tanks. Its superior ESCR, rated excellent by LyondellBasell versus low for HDPE, significantly reduces the risk of stress cracking under prolonged chemical exposure and mechanical stress.


