
Rotational molding — or rotomolding — is the process that meets this combination of requirements. It produces hollow, seamless, one-piece plastic parts by rotating a mold on two axes inside a heated oven, and it has become the dominant production method for custom playground components as a result.
This article covers how rotomolding works from resin loading to finished part, why it suits playground equipment specifically, what process variables affect part quality, and where common misconceptions lead manufacturers astray.
Key Takeaways
- Rotomolding produces hollow, seamless, one-piece plastic parts — no joints, no sharp edges, no structural weak points
- Polyethylene (LLDPE or HDPE) accounts for roughly 84% of rotomolding resin use, chosen for impact resistance, UV stability, and consistent melt flow
- Tooling costs are a fraction of comparable injection or blow molds, making custom playground designs economically viable
- Mold quality drives part quality: uniform wall thickness, surface finish, and heat transfer are only as good as the tooling behind them
What Is Rotational Molding?
Rotomolding is a high-temperature, low-pressure plastic-forming process. A measured charge of resin powder is loaded into a mold, which is then sealed, moved into a heated oven, and rotated continuously on two perpendicular axes. The powder melts and coats the mold's interior evenly. The mold then moves to a cooling station — still rotating — until the part solidifies. Open the mold, remove the part.
The result is a true one-piece hollow structure with no internal pressure applied during forming. That distinguishes it from injection molding, which uses high pressure to force material into a solid-part cavity.
Blow molding can produce hollow geometries too, but it's limited to simpler shapes and cannot match rotomolding's size range or contour complexity.
What the Process Is Actually Designed to Produce
The target outcome is a seamless, stress-free hollow structure with consistent wall thickness throughout. According to LyondellBasell's Guide to Rotational Molding, pieces with intricate contours and undercuts can be easily molded, and hollow items of virtually any size — open or closed — are achievable. That size range and shape complexity make it uniquely suited to large, freestanding structures like slides, tunnels, and climbing components.
The material side is equally consistent. Key process parameters include:
- Resin: Polyethylene powder ground to 35 mesh, accounting for ~84% of rotomolding resin use
- Melt flow index: Typically 2–10 g/10 min
- Oven temperature: 400°F to 850°F, depending on resin type and part geometry
Why Playground Manufacturers Use Rotational Molding
Playground equipment demands a rare combination of properties from a single production process: impact resistance, UV durability, complex geometry, and the complete elimination of sharp edges or fastener protrusions that could injure children. Rotomolding delivers all of these in a single production step.
Safety Through Seamless Construction
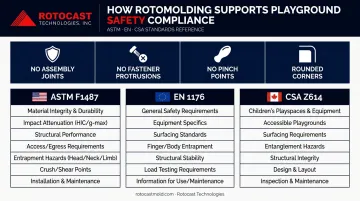
The CPSC Public Playground Safety Handbook identifies protrusions, sharp points, crush and shear points, and entrapment hazards as primary injury mechanisms on playground equipment. Rotomolded parts address these directly:
- No assembly joints where stress fractures develop over time
- No fastener heads or weld seams protruding from surfaces
- No pinch points created by mating plastic components
- Rounded corners formed naturally by the molding process
This seamless, monolithic construction helps manufacturers meet requirements under ASTM F1487 (US), EN 1176 (Europe), and CSA Z614 (Canada): the three major playground equipment safety standards across North American and European markets.
Design Flexibility at Lower Tooling Cost
Because rotomolding is a low-pressure process, tooling does not need to withstand the forces that injection or blow molds must endure. LyondellBasell's technical guide confirms that rotomold tooling costs are a fraction of comparable injection or blow mold tooling, a practical advantage when a playground manufacturer needs to iterate on custom shapes or bring new themed designs to market.
That cost structure makes previously impractical geometries viable:
- Climbing domes and themed animal structures
- Twisting multi-section slides
- Tunnel systems with integrated windows
These shapes would require extensive machining or assembly if fabricated from metal, and would be cost-prohibitive in injection mold tooling at comparable volumes.
Color That Cannot Be Removed
Pigment is dry-blended directly into the resin powder before molding. The color runs through the full wall thickness of the finished part — not applied to the surface afterward. For outdoor public equipment that sees heavy use and exposure, this matters: there is no coating to chip, scratch, or peel away, and no repainting schedule to maintain.
How Rotational Molding Creates Custom Playground Equipment
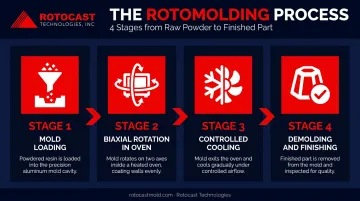
The process moves through four distinct phases. Each one affects the final part's structural integrity, dimensional accuracy, and surface quality.
Step 1: Mold Loading
A precisely measured charge of polyethylene powder — the "shot weight" — is loaded into the mold cavity before sealing. The accuracy of this charge directly determines wall thickness. Too little resin produces thin walls; too much creates unnecessary weight and extended cycle times.
At this stage, hardware can be inserted into the mold: metal anchor plates, threaded inserts, color accent components.
The mold's interior surface quality sets the ceiling for the finished part's exterior finish. Any defect or rough patch in the mold transfers directly to the part surface. Molds with high-surface-quality interiors — such as those cast by specialist aluminum mold makers using dense, defect-free aluminum — reduce post-processing requirements and need less secondary finishing before assembly.
Rotocast Technologies, based in Akron, Ohio, produces thin-walled aluminum rotational molds using A356.2 grade aluminum alloy, with wall thicknesses typically ranging from ¼ inch to 3/8 inch. The uniform wall thickness is specifically engineered to transfer heat quickly and evenly to the resin during the oven phase.
Step 2: Biaxial Rotation in the Oven
The sealed mold moves into an oven heated to the resin's processing temperature and begins rotating simultaneously on two perpendicular axes. According to the Association of Rotational Molders, rotation speed is typically less than 10 rpm — slow, continuous tumbling that distributes the melting powder evenly across all interior surfaces without any applied pressure.
Oven time is critical. The consequences of getting it wrong run in both directions:
- Under-cure (too little heat): Incomplete fusion produces bubbles in the wall, a rough powdery interior surface, and poor impact resistance
- Over-cure (too much heat): Excessive heat degrades the polymer, causing discoloration and a comparable drop in impact strength
Modern rotomolding operations track internal mold air temperature (IMAT) during the heating cycle, which reduces reliance on operator judgment and improves consistency across production runs.
Step 3: Controlled Cooling
After the heating phase, the mold moves to a cooling station while continuing to rotate. Maintaining rotation during cooling is essential — stopping the mold while the plastic is still molten allows the material to sag and deform before it can solidify.
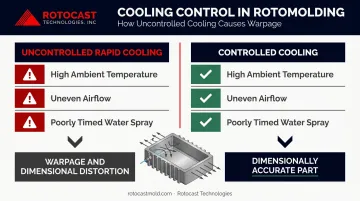
Operators typically cool molds with forced air, water spray mist, or a combination of both. Cooling too rapidly creates temperature gradients across the part wall that produce warping — a particularly significant problem for large playground components, where even slight dimensional distortion affects how parts connect and assemble.
As the plastic cools and solidifies, it shrinks slightly away from the mold walls. This natural shrinkage facilitates clean part release without ejection mechanisms.
Step 4: Demolding and Finishing
Once sufficiently cooled, the mold opens and the solidified part is removed. Because no internal pressure was involved and the plastic has contracted slightly, demolding is straightforward with properly designed draft angles and parting line placement.
Post-demolding steps for playground components typically include:
- Trimming flash at the parting line
- Drilling connection points for structural hardware
- Inserting metal anchors and bolts for assembly and ground mounting
- Applying surface treatments if required by the specification
Seamless one-piece construction requires minimal assembly compared to fabricated metal alternatives — faster installation on site and fewer connection points to inspect over the equipment's service life.
Key Factors That Affect the Rotomolding Process for Playground Equipment
Process quality in rotomolding depends on several interrelated variables. For playground equipment, where structural failure is a safety issue, each of these deserves deliberate control.
Resin Selection
LLDPE and HDPE are the standard choices for playground applications. Both are defined in ARM's materials guide by density — LLDPE typically below 0.940 g/cm³, HDPE above — and both are selected for:
- ExxonMobil's HDPE rotational grades maintain impact strength down to -40°F in specific grades, making them appropriate for outdoor equipment in cold climates
- Outdoor durability requires UV-stabilized resin with appropriate pigment or carbon black dispersion to prevent surface degradation over time
- Rotomolding resins use MFI in the 2–10 g/10 min range, which ensures the powder flows and coats evenly during the biaxial rotation phase
Mold Precision and Surface Quality
According to ARM's Wall Thickness Uniformity guide, commercial wall thickness tolerance in rotomolding is typically ±20%, reducible to approximately ±10% with process optimization. Uneven mold wall thickness is a direct cause of uneven part walls — thinner areas of the mold attract more resin, creating thick and thin zones in the finished part.
Molds with uniform wall thickness and smooth interior surfaces transfer heat more evenly to the resin, reduce cycle times, and produce more consistent parts across production runs. Rotocast Technologies' proprietary casting process is built around this principle: their A356.2 aluminum castings are engineered for uniform ¼-to-3/8-inch walls, with interior surfaces finished by experienced hand-polishing technicians.
Finishing options include shot peen, sandblast, acid etch, and mirror polish, each chosen based on the surface texture the final molded part requires.
Oven Temperature, Cycle Time, and Rotation
These three variables must be calibrated together. Key relationships:
- Too little heat or time → underfusion, bubbles, weak walls
- Too much heat or time → polymer degradation, poor impact resistance
- Incorrect rotation speed or axis ratio → uneven resin distribution, thin wall sections
ARM confirms rotation speed typically stays below 10 rpm, with the ratio between major and minor axes adjusted to ensure even coverage across all surfaces. For complex playground shapes with deep recesses or extended geometry, getting this ratio right determines whether wall thickness holds up across the full part.
Cooling Rate
Warpage in large rotomolded parts almost always traces back to cooling. Three variables control how quickly and uniformly the part solidifies:
- Ambient temperature around the mold as it exits the oven
- Airflow volume directed at the rotating part
- Water spray timing and duration
For playground-scale components — a full tunnel section or large climbing dome — uncontrolled rapid cooling is the most common source of dimensional distortion that creates assembly problems downstream.
Common Misconceptions About Rotomolding for Playground Equipment
Three misconceptions keep coming up when playground equipment manufacturers evaluate rotomolding. Each one deserves a direct response.
"Injection Molding Produces Higher-Quality Parts"
For small, precise, solid components in high volumes, injection molding is the right process. For large hollow playground structures, it's the wrong one. Rotomolding produces superior structural outcomes in this application — seamless construction, stress-free corners, no assembly joints. Injection molding cannot produce large hollow geometries at all; the process isn't designed for it.
"Mold Quality Doesn't Really Matter"
It does — directly and measurably. Mold construction affects every quality metric that matters for playground equipment:
- Wall thickness uniformity
- Dimensional accuracy
- Surface smoothness
- Production consistency
Poor tooling produces inconsistent parts, higher reject rates, and potentially compromised structural integrity. The mold sets the upper limit on what the finished part can achieve.
"Rotomolding Only Works for Simple Shapes"

The opposite is true. The process's ability to produce complex, organic, undercut geometries is one of its primary advantages. LyondellBasell's technical guide confirms that intricate contours and undercuts can be easily molded, with double-wall constructions also feasible. Themed play structures, tunnel systems, and climbing forms with compound curves are manufactured this way precisely because no competing process handles that combination of size, complexity, and hollow construction at comparable tooling cost.
Frequently Asked Questions
What types of plastic are used for rotomolding?
Polyethylene accounts for approximately 84% of all rotomolding resin use. For playground equipment, LLDPE and HDPE are the standard grades — selected for impact resistance, UV stability, and appropriate melt-flow characteristics. Nylon and polypropylene are used occasionally for specialist applications requiring higher temperature resistance or specific surface properties.
How does rotomolding compare to other plastic molding methods?
Rotomolding is a low-pressure process suited to large, hollow, complex shapes at relatively low tooling cost. Injection molding is faster but limited to small solid parts and cannot produce large hollow geometries. Blow molding handles simpler hollow forms but can't match rotomolding's design complexity or part scale.
What products are made using rotomolding?
Playground slides, climbing structures, tunnels, and themed play panels are common examples. Beyond playgrounds, the process serves storage tanks, canoes, kayaks, traffic barricades, refuse containers, and industrial tanks from 5 to 22,000 gallons — making it a go-to method for large hollow parts across many industries.
What is the spinning playground equipment called?
Spinning playground equipment is commonly called a roundabout, merry-go-round, or spinner. Rotomolded components are frequently used in their construction for the same reasons as other playground equipment: seamless construction, impact resistance, and the design flexibility to produce curved, complex forms without sharp exposed edges.
How long does rotomolded playground equipment last?
Service life depends on resin quality, UV stabilizer concentration, and environmental exposure. GameTime, a major playground equipment manufacturer, offers a 15-year limited warranty on its rotationally molded products, though actual longevity varies by product and installation conditions.
What safety standards apply to rotomolded playground equipment?
In the US, public playground equipment is evaluated against ASTM F1487. In Europe, the applicable standard is EN 1176. In Canada, CSA Z614 governs children's playground equipment and surfacing. Rotomolded construction's seamless, joint-free nature and polyethylene's impact resistance both support compliance with the structural integrity and entrapment requirements within these standards.


