This post covers what makes aluminum genuinely superior for rotational mold machining: its thermal and machinability advantages, the key benefits it delivers in production, how to select the right alloy, and the machining practices that separate a durable, high-performance mold from an expensive disappointment.
Key Takeaways
- Aluminum machines significantly faster than steel, cutting tooling costs and lead times
- Aluminum's thermal conductivity (168 W/m·K vs. 31.2 W/m·K for low-carbon steel) is its defining advantage for rotational molding
- Alloy selection (7075-T6 vs. QC-10 vs. A356.2) depends on your strength requirements and production volume
- Uniform wall thickness is both a structural and thermal performance imperative — not an afterthought
- Aluminum molds suit low-to-mid production volumes; for very high cycle counts, steel becomes the better choice
Why Aluminum Is Ideal for Rotational Mold Machining
The Machinability Advantage
Aluminum's machinability comes down to physics. Its lower shear strength means cutting tools encounter far less resistance, allowing faster material removal with significantly reduced tool wear. According to ISCAR's aluminum machining data, wrought aluminum can be milled at 700–900 m/min — speeds that would be impractical for hardened tool steels like H13 or D2.
In practice, mold cavities that take multiple days to machine in steel can be completed in hours in aluminum. For product teams under schedule pressure or expecting design iterations after initial production runs, that time difference compounds quickly across a project.
Thermal Conductivity — The Rotational Molding Game-Changer
Rotational molding is fundamentally a heat-transfer process. The mold cycles through sustained oven temperatures of 270–454°C, and how quickly it absorbs and then releases that heat directly determines cycle time and part uniformity.
A 2026 rotational moulding simulation study quantified what practitioners have known qualitatively for years:
| Mold Material | Thermal Conductivity | Cycle Time (3mm wall, 230°C) | Cycle Time (8mm wall, 270°C) |
|---|---|---|---|
| Aluminum | 168 W/m·K | 2,900 s | 4,400 s |
| Low-carbon steel | 31.2 W/m·K | 3,300 s | 4,900 s |
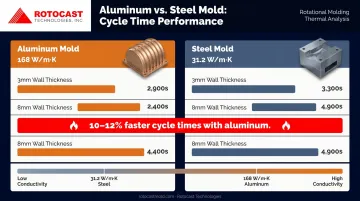
Material selection alone accounts for a 10–12% cycle time reduction, without any wall thickness optimization or process tuning layered on top.
Challenges Worth Knowing About
Aluminum's machinability isn't without complications. Three issues come up consistently:
- Built-up edge (BUE): Aluminum's tendency to weld onto cutting tool edges degrades surface finish and dimensional accuracy
- Chip control: High material removal rates generate long, stringy chips that can re-cut the workpiece if not evacuated promptly
- Heat accumulation: Despite aluminum's thermal conductivity, aggressive machining without proper coolant strategy can concentrate heat at the cutting zone
All three are manageable with the right tooling and technique, which the following sections cover in detail.
Key Benefits of Machined Aluminum Rotational Molds
Cost Efficiency and Design Flexibility
Aluminum's faster machining speeds translate directly to lower fabrication costs. Beyond initial mold production, this cost advantage compounds: reworking an aluminum mold after a design change is a fraction of the cost of reworking hardened steel.
That matters most for product developers validating a new part concept or anticipating design refinement — it reduces the financial risk of committing to tooling before the design is locked.
Superior Surface Quality
The exterior surface of every rotomolded part is a direct mirror of its mold interior. Porosity, tool marks, or surface defects in the mold show up in every part produced from it.
Properly cast and machined aluminum achieves the smooth, defect-free interior surfaces rotational molding demands. Rotocast Technologies' proprietary casting process — developed from decades of producing aluminum tire molds — is engineered specifically to produce dense, defect-free A356.2 aluminum castings with interior surfaces that reflect directly into premium part aesthetics.
Proven Tool Longevity
A persistent misconception frames aluminum molds as inherently short-lived compared to steel. Longevity depends far more on:
- Alloy selection and casting quality
- Wall thickness uniformity
- Sound machining practices
- Frame design that protects the casting from distortion
Aluminum molds produced with proper specification and care sustain thousands of production cycles. The ARM Design Guide notes that CNC-machined aluminum molds from forged billets can achieve overall tolerances of ±0.010 in — dimensional consistency that supports sustained production without premature wear.
Selecting the Right Aluminum Alloy for Rotational Molds
Not every aluminum grade performs equally in a mold application. The selection decision balances three factors: machinability, thermal conductivity, and mechanical strength under repeated thermal cycling.
Alloy Comparison
| Alloy | Yield Strength | Thermal Conductivity | Best For |
|---|---|---|---|
| 7075-T6 | 503 MPa | 130 W/m·K | High-detail molds, dimensional stability, complex geometry |
| QC-10 | ~455 MPa | ~160 W/m·K | Cycle time reduction priority, moderate production volumes |
| A356.2 (cast) | ≥165 MPa | ~151 W/m·K | Rotational mold casting; higher ductility and elongation vs. standard 356.0 |

Rotocast Technologies uses A356.2 grade aluminum specifically because the stricter chemical limits of the ".2" designation enforce lower impurity levels, producing measurably better elongation, strength, and ductility than standard 356.0. For thin-walled castings that must survive thousands of thermal cycles without cracking, that ductility margin matters.
When Hybrid Construction Makes Sense
For molds with specific high-wear features — such as tight-tolerance shut-off surfaces or areas subject to repeated mechanical contact — incorporating steel inserts in those zones while keeping the mold body in aluminum preserves the cost and thermal advantages of aluminum construction while extending service life where it counts most.
Best Practices for Machining Aluminum Rotational Molds
Tool Selection
Use tools designed specifically for aluminum — not steel-cutting tools repurposed for convenience. The characteristics that matter:
- High helix angle (38°, 45°, or 55°) for efficient chip evacuation
- Sharp cutting edges with polished rake faces to reduce BUE risk
- 2 or 3 flutes for most aluminum mold work (more chip clearance than 4-flute tools)
- DLC coating (such as ISCAR's IC1508 grade) for standard aluminum alloys
- PCD-tipped inserts for high-silicon alloys above 12% Si, where abrasion resistance is critical
Cutting Parameters
Aluminum tolerates and benefits from high cutting speeds. ISCAR data supports milling wrought aluminum at 700–900 m/min and cast aluminum at 400–900 m/min using carbide tooling. Feed rates in the range of 0.03–0.15 mm/tooth for 16–20 mm cutters work well for most applications.
The key calibration challenge: aluminum's relatively low stiffness makes it prone to chatter. If vibration appears, reduce cutting speed and increase feed rather than the instinctive reverse. Check spindle rigidity and workpiece clamping before attributing chatter to parameters alone.
Coolant Strategy
Internal coolant or flood coolant is standard for aluminum mold machining. Coolant serves three functions simultaneously:
- Dissipates heat from the cutting zone
- Lubricates the tool-workpiece interface to reduce BUE formation
- Flushes chips clear of the cutting area
For BUE specifically, polished rake faces and higher cutting speeds are the primary countermeasures. Coolant reinforces both by keeping the cutting zone clean and cool throughout the operation.
Uniform Wall Thickness as a Machining Priority
For rotational molds, uniform wall thickness is a thermal performance requirement, not just a structural one. Non-uniform walls create localized hot and cold spots during the molding cycle, producing uneven material distribution, warping, or incomplete fill in the finished part.
Rotocast holds wall thickness between ¼ inch and 3/8 inch throughout every mold body. That consistency ensures heat transfers rapidly and evenly to the resin — a direct factor in production performance for customers like Toter and Rubbermaid Commercial Products, both long-term Rotocast partners.
Once the mold geometry and thermal profile are established through machining, surface finishing determines how that mold performs at the part interface.
Post-Machining Surface Finishing
Surface treatment selection depends on the application's cosmetic and functional requirements:
- As-machined finish: Suitable for non-cosmetic applications or molds that will be textured post-production
- Hand polish (light sand to mirror finish): Required when part appearance is a customer deliverable
- Shot peen or sandblast: Creates consistent matte texture; effective for mold release on complex geometries
- Acid etch: Produces uniform fine texture; used when precise surface character is specified
- Teflon coating: Improves release performance, particularly for geometries with deep draws or undercuts
Non-abrasive methods like chemical polishing preserve dimensional tolerances better than aggressive mechanical finishing — important when machining has already achieved tight tolerances.
Aluminum vs. Steel Molds: Making the Right Choice
Choosing between aluminum and steel comes down to five variables. Here's how they stack up:
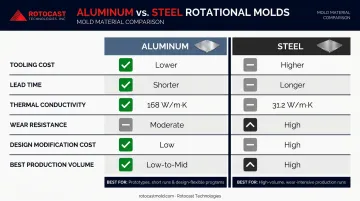
| Factor | Aluminum | Steel |
|---|---|---|
| Tooling cost | Lower | Higher |
| Lead time | Shorter | Longer |
| Thermal conductivity | High (168 W/m·K) | Low (31.2 W/m·K) |
| Wear resistance | Moderate | High |
| Design modification cost | Low | High |
| Best production volume | Low to mid | High |
As the LyondellBasell Rotational Molding Guide notes, rotational molds exert very little pressure compared to injection or blow molds — which means the high-pressure resistance that justifies steel's cost in other processes rarely applies here.
Aluminum wins clearly when:
- Production volumes are low to moderate
- Fast cycle times are a competitive priority
- Design iteration is likely after initial production
- Complex cavity geometry requires precise casting capability
Steel pulls ahead in a narrower set of scenarios:
- Very high production volumes demand maximum wear resistance
- Part features subject to repeated mechanical contact require hardened surfaces
- Abrasive resin materials accelerate wear on aluminum surfaces
In rotational molding specifically, the ARM Design Guide puts it plainly: cast aluminum handles complex shapes and short-to-medium runs; sheet steel is reserved for very large, geometrically simple parts like industrial tanks — where volume justifies the cost premium.
Frequently Asked Questions
How much does it cost to get aluminum machined for a rotational mold?
Rotational molds typically range from a few thousand to tens of thousands of dollars, depending on size, complexity, and finishing requirements. Aluminum costs less to machine than tool steel — faster cutting speeds and lower tool wear account for most of that difference.
How many parts can an aluminum rotational mold make?
Properly produced aluminum rotational molds can sustain thousands of production cycles. Longevity depends most on alloy selection, wall thickness uniformity, part geometry, and the quality of the original casting.
Is aluminum easily machinable?
Aluminum cuts faster, with less tool wear and lower force requirements than steel, making it one of the most machinable metals in common use. Built-up edge formation and chip control require attention, but both are manageable with proper tool geometry and cutting parameters.
What aluminum alloy is best for rotational molds?
The right alloy depends on application priorities:
- 7075-T6 — high-strength applications requiring dimensional stability
- QC-10 — where maximizing heat transfer and cycle speed matters most
- A356.2 — the preferred casting alloy for rotational mold foundry work, offering higher ductility and strength than standard 356.0, which is why Rotocast Technologies uses it exclusively
How does aluminum mold machining differ for rotational molding vs. injection molding?
Rotational molds experience sustained, lower-pressure heat cycling rather than high injection pressures. This makes uniform wall thickness and thermal conductivity the critical machining priorities — not cavity pressure resistance. Injection mold machining places far greater emphasis on parting-line precision and pressure-bearing surface hardness.