This guide covers two distinct use cases: resins for building the rigid tooling (the mold itself) and resins for casting finished props that get vacuum formed over or around. Whether you're a pattern maker building production tooling or a prop fabricator crafting costume components, the right resin depends on heat resistance, dimensional stability, and how many cycles you actually need.
The following breakdown evaluates the top resin types against those criteria — with verified specs, real-world application context, and clear guidance on where each material fits.
Key Takeaways
- Aluminum-filled urethane (like Smooth-On TASK 18) is the professional standard for vacuum forming molds — low shrinkage, high compressive strength, adequate heat resistance
- High-temp epoxy (like EpoxAcast 670 HT) offers superior HDT and surface quality for production molds, with longer cure times as the tradeoff
- General-purpose rigid urethane suits short-run prototyping and props, but heat resistance falls short for high-temp plastics like ABS
- Polyester resin is the budget pick for one-off, low-detail molds when paired with fiberglass reinforcement
- Silicone rubber is a casting material for flexible props and wearable components, not a tooling resin
What to Look for in a Resin for Vacuum Forming Molds
Heat Resistance (HDT)
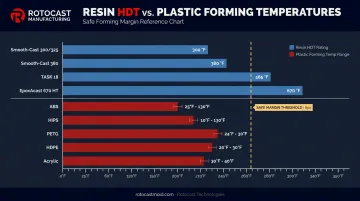
Every vacuum forming cycle exposes the mold surface to a hot thermoplastic sheet. Common forming temperatures run high:
| Plastic | Forming Temperature |
|---|---|
| ABS | 300–350°F |
| HIPS | 300–350°F |
| PETG | 280–320°F |
| HDPE | 285–385°F |
| Acrylic | 270–350°F |
A resin mold that softens in that range will deform under clamping pressure, transferring dimensional errors directly to every part it produces. Heat Deflection Temperature (HDT) is the primary spec to check — and it needs to exceed your target plastic's forming temperature with margin to spare.
Smooth-On explicitly states that TASK 18 requires a full post-cure cycle when used as a vacuum forming mold, bringing its HDT to 149°F/65°C. That clears PETG's range, but falls short for ABS. High-temp epoxy options like EpoxAcast 670 HT reach 350°F HDT after post-cure, giving you a far more comfortable working margin.
Dimensional Stability and Shrinkage
Post-cure shrinkage in a mold resin produces dimensional error in every part that comes off it. Verified shrinkage values across common resins:
- TASK 18 (aluminum-filled urethane): 0.0006 in/in
- EpoxAcast 670 HT (high-temp epoxy): 0.002 in/in
- Smooth-Cast 380 (rigid urethane): 0.0025 in/in
- Smooth-Cast 300/325 (general-purpose urethane): 0.01 in/in
For tooling where part accuracy matters, anything above 0.003 in/in starts to introduce meaningful error.
Mechanical Strength and Surface Quality
Flexural modulus and compressive strength prevent the mold from cracking or deforming under vacuum and clamping loads. Aluminum-filled resins excel here — TASK 18 delivers 8,420 psi compressive strength and an 86,000 psi flexural modulus.
Once your mold holds its shape under load, surface quality becomes the next variable. Surface quality transfers directly from mold to part. Resins that cure with low viscosity and minimal bubbles produce cleaner surfaces without extensive post-processing. Vacuum degassing before pouring reduces voids in most casting resins — Smooth-On recommends pulling 29 in. Hg during degassing and allowing for 5x volume expansion in your mixing container.
Best Resins for Vacuum Forming Molds & Props
No single resin wins across all categories. The right choice depends on your run volume, target plastic, and whether you're building tooling or casting props.
Aluminum-Filled Urethane Resin
This is the benchmark for professional vacuum forming mold construction. Aluminum-filled urethane resins like Smooth-On's TASK 18 combine a rigid urethane matrix with metallic aluminum particles to deliver compressive strength, near-zero shrinkage, and heat resistance that standard urethane cannot match.
The aluminum filler increases thermal conductivity directly, helping the mold dissipate heat between forming cycles. This matters in production environments where cycle times are short and cumulative heat buildup accelerates mold degradation.
The Lucent Technologies Aerospace Division used TASK 18 to build molds for structural covers protecting electronics on three communications satellites. The mold stripped the next day with zero distortion and no discernible shrinkage, and first parts were running by midday of day two.
| Property | TASK 18 Value |
|---|---|
| HDT | 149°F / 65°C (post-cured) |
| Shore Hardness | 88D |
| Compressive Strength | 8,420 psi |
| Flexural Modulus | 86,000 psi |
| Shrinkage | 0.0006 in/in |
| Pot Life | 20 minutes at 73°F |
| Cure Time | 16 hours at room temp |
| Post-Cure (for vacuum forming) | +2 hr at 140°F, +2 hr at 212°F |
| Best Use Case | Production vacuum forming molds, medium-volume runs |

The 20-minute pot life demands experienced handling — you need to pour, spread, and eliminate air bubbles quickly. Beginners should practice with smaller pours before committing to a full mold.
General-Purpose Rigid Urethane Resin
General-purpose rigid urethanes are the accessible entry point for prototyping and prop work. They cure quickly, use simple 1:1 mix ratios by volume, and are available from multiple suppliers at reasonable cost.
The limitation is heat resistance. Smooth-Cast 300 and 325 have an HDT of 120°F, and Smooth-Cast 380 reaches 125°F — all well below the forming temperatures of common vacuum forming plastics. BJB TC-857 reaches 200°F HDT, which extends the range, but is still below ABS forming temperatures.
| Property | Typical Value |
|---|---|
| HDT | 120–200°F depending on product |
| Compressive Strength | 3,500–14,000 psi |
| Shrinkage | 0.0025–0.01 in/in |
| Demold Time | 10–60 minutes |
| Best Use Case | Short-run prototypes, PETG/HIPS molds, prop casting, hobbyist work |
If you're forming lower-temperature plastics or running fewer than 50 cycles, standard rigid urethane is often a practical choice — especially for beginners who benefit from the longer pot life.
Epoxy Resin
Epoxy resins are the choice for pattern makers who prioritize dimensional accuracy and surface quality. EpoxAcast 670 HT is explicitly formulated for vacuum forming and thermoforming molds — its 350°F HDT after post-cure puts it 200°F above standard rigid urethane, making it the right call for high-temperature plastics like ABS or polycarbonate.
Epoxies also excel at surface reproduction. Their low viscosity allows fine detail capture, and the cured surface can be polished to near-mirror finish with standard abrasives.
The trade-off is time and precision. EpoxAcast 670 HT has a 3-hour pot life and requires a 24-hour cure followed by staged post-cures. Mixing must be done by weight using a digital scale: Smooth-On explicitly states not to measure by volume, as ratio errors produce tacky or brittle results.
| Property | EpoxAcast 670 HT |
|---|---|
| HDT | 350°F / 177°C (post-cured) |
| Compressive Strength | 13,000 psi |
| Shrinkage | 0.002 in/in |
| Pot Life | 3 hours |
| Best Use Case | High-temp production molds, master pattern encapsulation, high-detail tooling |
Polyester Resin
Polyester resin is the budget option — widely available, inexpensive, and commonly reinforced with fiberglass for structural rigidity. For one-off, low-detail molds where cost is the primary constraint, it can perform adequately.
The downsides are real. Polyester resins shrink significantly more than urethane or epoxy, are brittle without fiber reinforcement, and degrade faster under repeated thermal cycling — all of which limit them to single-use or very short runs.
| Property | Polyester |
|---|---|
| Shrinkage | High (significantly above urethane/epoxy benchmarks) |
| Cost | Lowest of common mold resins |
| Brittleness | Brittle without fiberglass reinforcement |
| Best Use Case | One-off low-detail molds, budget-constrained fiberglass layup |
Silicone Rubber (For Props and Flexible Molds)
Silicone is not a vacuum forming mold material — it cannot handle the compressive and thermal loads of the process. What it does exceptionally well is cast flexible props and produce molds for casting decorative or wearable parts.
Two-part platinum-cure silicones are preferred over tin-cure for props work. Products like Smooth-On Mold Star 30 (30A Shore hardness) offer higher tear strength and longer mold life. Platinum-cure silicones outlast tin-cure in durability; tin-cure trades longevity for a lower upfront cost.
| Property | Typical Silicone |
|---|---|
| Shore Hardness | 10A–40A (varies by product) |
| Thermal Suitability for Vacuum Forming | Not suitable as tooling |
| Detail Reproduction | Excellent |
| Best Use Case | Flexible props, cosplay parts, wearable costume components, decorative casting molds |
Resins for Props vs. Production Tooling: Key Differences
Production tooling and prop work place very different demands on resin — and confusing the two is one of the more common (and costly) mistakes in vacuum forming.
A production vacuum forming mold must withstand repeated high-temperature exposure, clamping pressure, and mechanical stress across hundreds or thousands of cycles. Every forming cycle adds cumulative thermal load. Resins that can't handle it will warp, lose surface detail, or crack under sustained use.
Prop molds only need to hold dimensional accuracy at room temperature and survive a limited number of pulls — often under 50. That makes prop-grade resins perfectly reasonable for costume and display work. Push them into production, though, and you'll see failure quickly.
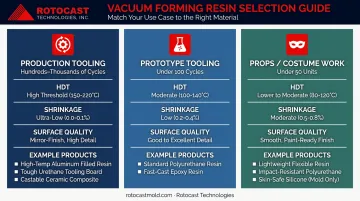
Decision framework:
- Production tooling (hundreds to thousands of cycles): Use aluminum-filled urethane or high-temp epoxy. HDT and low shrinkage are your top priorities.
- Prototype tooling (under 100 cycles, moderate-temp plastics): General-purpose rigid urethane or standard epoxy works here — verify HDT against your target plastic before committing.
- Props and costume work (under 50 units): General-purpose rigid urethane or silicone. Surface quality and ease of processing matter more than heat resistance.
Signs a resin mold is beginning to fail:
- Dimensional drift in successive parts (parts getting larger or losing detail)
- Visible surface softening or pitting in high-contact areas
- Cracking or delamination at thin sections or sharp corners
- Sticking or increased release difficulty despite adequate draft angles
Conclusion
The best resin for a vacuum forming mold comes down to three variables:
- Run volume — how many pulls you need before the mold is retired
- Forming temperature — the HDT demands your plastic actually imposes under cycle conditions
- Budget — what upfront tooling cost makes sense relative to the production run
Aluminum-filled urethane handles professional production molds. High-temp epoxy offers the best combination of HDT and surface quality for demanding applications. General-purpose urethane and polyester serve lower-volume and prop work where thermal stress isn't a factor. Silicone handles flexible prop casting exclusively.
Resin molds are well-suited to prototyping and short-to-medium production runs. When operations scale toward continuous high-volume production, the transition to cast aluminum tooling becomes necessary. Aluminum provides the heat dissipation, dimensional stability, and mechanical durability that no resin can sustain across thousands of cycles.
Rotocast Technologies has manufactured precision aluminum castings since 1956, using A356.2 grade aluminum alloy — a higher-purity material with greater elongation, higher strength, and better ductility than standard 356.0 alloy. For manufacturers who have outgrown what resin tooling can deliver, their vertically integrated operation covers the full process: pattern production, foundry casting, CNC machining, and finishing.
Before committing to a full mold pour, test your candidate resin on a small pattern. Confirm the HDT rating against your actual forming plastic — specifically after completing the post-cure the manufacturer recommends for mold applications.
Frequently Asked Questions
What kind of plastic do you use for vacuum forming?
The sheet plastic used in vacuum forming is a thermoplastic — commonly ABS, HIPS, PETG, HDPE, PVC, or acrylic. Each is chosen for its forming temperature range, rigidity, and end-use requirements. This is distinct from the thermoset resin used to make the mold itself.
What plastic is best for resin molds?
Resin molds for vacuum forming aren't made from thermoplastic — they're cast from thermoset resins. Aluminum-filled urethane (such as TASK 18) is widely considered the best option for rigid tooling due to its low shrinkage, compressive strength, and heat resistance. High-temp epoxy is a strong alternative when surface accuracy is the priority.
What is the 10-10-5 rule for thermoforming?
The 10-10-5 rule is a thermoforming design guideline: draw depth should not exceed 10 times sheet thickness, the minimum corner radius should be at least 10% of draw depth, and draft angles should be a minimum of 5 degrees for clean part release.
How much does a vacuum cast mold cost?
Resin-based vacuum forming molds range from a few hundred dollars for simple hobbyist work to several thousand for complex professional patterns. Cast aluminum molds carry higher upfront tooling costs but are built for long production runs where per-part savings offset that investment.
What is the difference between urethane and epoxy resin for vacuum forming molds?
Urethane resins (especially aluminum-filled) cure faster, offer high compressive strength, and suit production molds well. Epoxy resins cure more slowly and cost more — but deliver lower shrinkage, superior surface quality, and significantly higher HDT when thermal performance is critical.
Can resin molds handle the heat of vacuum forming?
Standard casting resins (HDT of 120–125°F) will soften and warp under vacuum forming conditions. Aluminum-filled urethane and high-temp epoxy formulations reach HDT ratings up to 350°F for repeated thermal exposure. Always verify your resin's post-cured HDT against your target plastic's forming temperature before committing to production tooling.