
Introduction
Permanent mold casting is a metal casting process that uses reusable molds—typically machined from steel or cast iron—to produce dimensionally accurate non-ferrous parts at medium-to-high production volumes.
If you're an engineer, product designer, or procurement professional evaluating casting options, this process deserves careful consideration. It sits between sand casting (low tooling cost, lower precision) and die casting (high speed, high pressure, high tooling investment). Choosing the wrong process for your volume and tolerance requirements tends to surface as scrap rates, tooling write-offs, or missed lead times.
This article covers how permanent mold casting works end-to-end and the four main method variations. It also maps out where the process is applied across industries and flags when a different casting method is the smarter call.
Key Takeaways
- Permanent mold casting uses reusable metal molds to produce aluminum and non-ferrous alloy parts with better surface finish than sand casting
- The process follows a repeatable cycle: prepare mold, pour metal, solidify, open, and eject
- Four method variations exist: gravity die casting, low-pressure, vacuum, and slush casting
- Key applications include automotive engine components, industrial housings, wheels, and pump bodies
- Not ideal for complex geometries, ferrous metals, or high volumes where die casting's faster cycle times offset its tooling cost
What Is Permanent Mold Casting?
Permanent mold casting is a metal shape casting process that uses reusable metal molds—typically iron or steel—to produce consistent, repeatable non-ferrous components. According to the ASM Handbook Vol. 15, the mold itself is what's permanent: it survives hundreds to thousands of pour cycles, unlike expendable sand molds that are destroyed after each use.
The process is designed to achieve:
- Tighter grain structure from faster heat extraction through the metal mold
- Lower porosity than sand casting, improving structural integrity
- Dimensional tolerances of approximately ±0.01 in. (per AFS/Casting Source benchmarks)
- Surface finish in the 150–400 RMS range, reducing post-cast machining
These characteristics place permanent mold casting between sand casting and die casting on the spectrum of cost, volume, and precision — which the table below makes clear.
How It Compares to Related Processes
| Sand Casting | Permanent Mold | Die Casting | |
|---|---|---|---|
| Mold type | Expendable | Reusable metal | Reusable steel die |
| Pressure | None | Gravity or low pressure | High pressure (>4,500 psi) |
| Min. wall thickness | — | ~0.1 in. | ~0.04 in. |
| Surface finish | Ra 12.5–50 μm | Ra 3.2–12.5 μm | Ra better than 63 μm (new die) |
| Tooling cost | Lowest | Moderate | Highest |
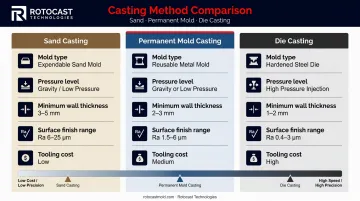
Sand casting suits low volumes, ferrous metals, and large or unusually complex geometries. Die casting handles very thin walls at very high volumes. Permanent mold casting covers the middle ground: medium-to-high production runs of non-ferrous parts where surface quality and mechanical consistency matter.
How the Permanent Mold Casting Process Works
Molten metal is introduced into a pre-conditioned, reusable metal mold cavity under gravity or controlled pressure. The mold's thermal conductivity accelerates solidification, then the part is ejected and the mold is reconditioned for the next cycle.
Per AFS/Modern Casting, the process follows five stages: mold preparation, metal pouring, solidification, mold opening, and casting ejection. Each stage must be executed in sequence—deviation in temperature control, pour rate, or cooling timing compounds into defects like porosity, cold shuts, or dimensional drift.
Mold Design and Preparation
The mold is a precision-machined, multi-part cavity that incorporates gating systems, runners, sprues, venting channels, and ejector pin placements. All of these features work together to control metal flow, gas evacuation, and solidification direction. CAD simulation is commonly used to optimize these before machining begins.
Mold quality is the single largest determinant of casting consistency. A poorly designed mold cannot be corrected by process adjustment alone—the geometry of the gating system, vent placement, and wall thickness uniformity must be correct from the start.
This is where foundry expertise matters most. Rotocast Technologies operates an in-house foundry where veteran pattern makers collaborate directly with the casting team. Their process—built on decades of producing precision aluminum tire molds—is specifically engineered to deliver thin-walled castings with uniform walls and high-quality interior surfaces. That depth of experience translates directly into fewer defects and tighter dimensional consistency across production runs.
Preheating and Mold Coating
Before each production run, the mold is preheated. According to Foseco's DYCOTE technical documentation, permanent mold dies generally operate at 300–400°C, with aluminum alloys poured at 650–800°C. Coatings are applied at 180–250°C by spraying or 120–140°C by brushing.
The release coating—typically refractory or ceramic-graphite—handles several critical jobs:
- Controls metal flow and fill behavior
- Manages heat transfer to direct solidification
- Prevents soldering (metal bonding to the mold surface)
- Reduces thermal shock on the mold
- Facilitates clean part ejection
Clamping, Pouring, and Solidification
Once mold halves and any cores for internal features are assembled, the mold is mechanically clamped. Clamping systems range from manual to hydraulic to pneumatic, and must resist separation forces during metal filling—inadequate clamping causes flash or mold shift.
Three primary pouring methods are used:
- Static pour — gravity-direct, suited to simpler geometries
- Tilt pour — mold and/or ladle tilted gradually to minimize turbulence
- Reverse tilt pour — mold transitions upright to tilted mid-fill, used for complex symmetrical parts

Controlling pour rate and turbulence matters because air entrapment is the primary source of porosity defects. Metal molds are impermeable, which means gas venting must be engineered deliberately into the tooling.
The permanent mold's high thermal conductivity extracts heat faster than sand molds, producing shorter cycle times. Cooling can be managed through air cooling (gentler on mold life) or water-cooled channels drilled into the mold (faster, better for large or complex parts). Once solidified, ejector pins push the part clear and the mold is reconditioned for the next cycle.
Types of Permanent Mold Casting
All permanent mold methods share the reusable-mold principle but differ in how metal is introduced. That difference affects part density, wall thickness capability, porosity levels, and alloy compatibility.
Gravity Die Casting
Gravity die casting fills the cavity under gravity alone — either by direct vertical pour or by tilting the mold. Foseco identifies this method as best suited to non-ferrous, low-melting-point alloys: aluminum, magnesium, zinc, and copper alloys. It offers a practical balance of surface quality, dimensional accuracy, and cycle speed for medium-to-high production volumes.
Low-Pressure Permanent Mold Casting
Low-pressure permanent mold casting pushes molten metal upward from a reservoir using regulated air pressure. According to ASM's low-pressure casting chapter, pressurization rises at approximately 2 psi/sec until reaching 15 psi (0.1034 MPa). This controlled fill reduces turbulence, minimizes oxide inclusion, and delivers superior density.
Common applications include:
- Decorative automotive wheels
- Chassis and suspension components
- Safety-critical structural parts
Vacuum Permanent Mold Casting
Vacuum permanent mold casting draws molten metal into the mold from below using negative pressure, virtually eliminating gas entrapment. ASM notes this approach is used specifically for very thin-walled castings where surface integrity is critical.
Slush Casting
Slush casting works by pouring metal into the mold, allowing a solidified shell to form against the mold walls, then draining the unsolidified interior metal to produce a hollow casting. Eastern Alloys identifies this drain-out step as the method's defining characteristic.
Dimensional control is limited, so slush casting suits decorative and non-structural applications — lamp bases, ornamental fixtures, and similar parts — rather than load-bearing components.
Where Permanent Mold Casting Is Applied
Part Types Best Suited to the Process
Permanent mold casting excels at medium-complexity components with moderate wall thickness and consistent cross-sections. Common examples include:
- Engine blocks, cylinder heads, and intake manifolds
- Transmission and gearbox housings
- Pump bodies, valve housings, and compressor manifolds
- Automotive wheels and chassis components
- Air cylinders and hydraulic components
Parts requiring very thin walls (below ~0.1 in.) or extreme geometric complexity are generally better served by die casting or investment casting.
Part geometry, however, is only half the decision. The other half is production volume.
Production Volume Context
The process is most economically justified where the tooling investment is amortized across enough cycles to reduce per-part cost. AFS/Casting Source notes that metal mold tooling costs more upfront than sand casting tooling, but higher production volumes bring the per-part cost down — while die casting tooling typically costs more than permanent mold tooling because it must withstand extreme pressures.
A practical selection guide:
| Process | Best For | Volume Range |
|---|---|---|
| Sand casting | Large or ferrous parts, frequent design changes | Low |
| Permanent mold casting | Non-ferrous alloys, moderate complexity, surface and mechanical quality matter | Medium to high |
| Die casting | Thin walls, per-part cost is the primary driver | Very high |
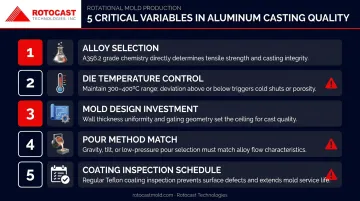
Key Factors That Affect Permanent Mold Casting Outcomes
Several variables determine whether a permanent mold casting run produces consistent, defect-free parts—or costly scrap.
- Choose alloy based on part requirements, not just availability. Aluminum alloys are the most common and forgiving; copper-based alloys (brass, aluminum bronze) and magnesium are standard alternatives per Foseco. Rotocast Technologies uses A356.2 grade aluminum, which delivers greater elongation, higher strength, and higher ductility than standard 356.0—critical for thin-walled, surface-critical castings.
- Maintain die temperature between 300–400°C for aluminum alloys. Too cold causes misruns and cold shuts; too hot extends cycle time and compromises dimensional accuracy.
- Invest in mold design upfront. Gating layout, vent placement, and wall thickness uniformity determine whether defects occur. Process adjustments cannot compensate for a flawed mold design.
- Match pour method to part geometry. Turbulent filling introduces gas and porosity. Static, tilt, or reverse tilt pouring must align with the part's shape and quality requirements.
- Schedule coating inspection consistently. A well-applied coating may last one day to one week depending on casting design and use frequency (Foseco). Irregular maintenance degrades part quality across production runs.
Permanent Mold Casting vs. Other Casting Methods
vs. Die Casting
Both use reusable metal molds. The difference is pressure. Die casting injects molten metal at forces exceeding 4,500 psi (31 MPa) per NADCA—enabling thinner walls (as low as 0.04 in.), faster cycle times, and higher throughput. The tradeoffs: significantly higher tooling cost and increased porosity risk from turbulent injection.
Permanent mold casting is the better fit when:
- Porosity cannot be tolerated in the finished part
- Tooling budgets are moderate rather than capital-intensive
- Production volumes are medium, not high-volume mass production
vs. Sand Casting
Sand casting uses expendable molds that accommodate ferrous metals, very large parts, and complex geometries with low upfront cost. The tradeoffs: lower dimensional accuracy, coarser surface finish (Ra 12.5–50 μm vs. 3.2–12.5 μm for permanent mold), higher porosity, and greater post-cast machining requirements.
Choose permanent mold casting over sand casting when surface finish, part consistency, and mechanical properties take priority over geometric flexibility or minimal tooling investment.
Frequently Asked Questions
Is permanent mold casting the same as die casting?
No. Both use reusable metal molds, but die casting injects molten metal under high pressure (exceeding 4,500 psi), enabling thinner walls and faster cycle times at higher volumes. Permanent mold casting relies on gravity or low pressure, resulting in lower porosity and lower tooling cost—but slower cycle times and somewhat thicker minimum wall thickness.
What are the methods of permanent mold casting?
Four main methods are used:
- Gravity die casting — metal fills the mold by gravity or controlled tilt
- Low-pressure casting — air pressure pushes metal upward for denser, cleaner parts
- Vacuum casting — negative pressure eliminates gas entrapment for thin-walled critical components
- Slush casting — unsolidified metal is drained to produce hollow decorative parts
What metals are most commonly used in permanent mold casting?
Aluminum alloys dominate, with grades like 319, 355, 356, and A356 most frequently specified. Zinc, copper, and magnesium alloys are also used. Ferrous metals are incompatible—this process is designed for non-ferrous, lower-melting-point alloys.
What is the difference between permanent mold casting and sand casting?
Sand casting uses single-use sand molds suitable for low volumes, ferrous metals, and large or complex parts. Permanent mold casting uses reusable metal molds that deliver tighter tolerances (approximately ±0.01 in.), better surface finish, lower porosity, and consistent repeatability—at higher tooling cost and limited to non-ferrous alloys.
How many cycles can a permanent mold withstand?
Mold life varies based on alloy poured, operating temperatures, coating consistency, and mold material quality. Air-cooled molds typically outlast water-cooled ones due to reduced thermal shock. In practice, well-maintained molds can run tens of thousands of cycles—your foundry partner's maintenance discipline is the deciding factor.
What are the main advantages of permanent mold casting over sand casting?
Superior surface finish (reducing post-cast machining), tighter dimensional tolerances, lower porosity from faster and more controlled solidification, improved mechanical properties, and better repeatability across production runs—offset by higher initial tooling cost and restriction to non-ferrous alloys.


