](https://file-host.link/website/rotocastmold-ufibfv/assets/blog-images/2de3e368-5e23-4626-9c1a-32f0e218554b/1779404665079439_4db4db6fb4a84f40888277c202b35ac8/360.webp)
The Aluminum Association's Standards for Aluminum Sand and Permanent Mold Castings — currently in its 16th edition, released January 28, 2021 — solves that problem by establishing a common technical baseline for buyers and foundries alike.
This guide covers what the standards document contains, how its two series (Engineering and Metallurgical) work, how tolerances differ between sand and permanent mold processes, and how to apply this knowledge when working with a foundry.
Key Takeaways
- The 16th edition (2021) is the first update since 2008 — use it, not older versions
- Two series cover the standard: Engineering (tolerances, finishes) and Metallurgical (alloys, tempers, quality levels)
- Permanent mold achieves tighter tolerances than sand casting for most dimensions; precision sand can match permanent mold on flatness
- Specify alloy, temper, tolerance class, and inspection level on every drawing and purchase order — omissions create costly assumptions
- Published standards are minimums; experienced foundries routinely exceed them
What Are the Standards for Aluminum Sand and Permanent Mold Castings?
The Aluminum Association's standard for aluminum sand and permanent mold castings defines the technical criteria that buyers and manufacturers use to align on dimensional tolerances, alloy requirements, and quality specifications. It's the shared language between procurement teams, engineers, and foundries.
The 2021 update matters for a practical reason: it was the first revision since 2008. Thirteen years of industry change produced meaningful updates, including:
- Expanded tolerance-calculation examples
- Precision flatness tolerances for sand molds (new in 2021)
- Updated discontinuity level requirements
- Addition of A206, a high-strength aluminum-copper alloy
Buyers still working from the 2008 edition are missing tolerance classes and alloy options that now exist in production practice.
To get the most out of the standard, it helps to know how it's organized. The document splits into two primary sections, each serving a different function:
Engineering Series vs. Metallurgical Series
- Engineering Series (E) — Covers dimensional tolerances, allowances, and surface finishes for as-cast aluminum products. This is the reference for designers, engineers, and inspection teams.
- Metallurgical Series (M) — Covers alloy compositions, temper designations, mechanical properties, and quality/discontinuity requirements. This is the reference for material selection, procurement, and quality specification.
If you're specifying a casting dimension, start with the E series. If you're selecting an alloy or defining acceptance criteria, go to the M series.
Engineering Series: Tolerances, Allowances, and Surface Finishes
The Engineering Series establishes measurable criteria for unmachined (as-cast) aluminum castings. If you're dimensioning a casting drawing or setting inspection criteria, this is your starting point.
Flatness and Straightness
The 2021 edition added precision flatness tolerances for sand molds — a practical addition for designers who need flat reference surfaces without committing to secondary machining. The published AA errata table provides verified flatness values:
| Greatest Dimension | Permanent Mold | Sand Non-Precision | Sand Precision |
|---|---|---|---|
| 0 through 6 in. | 0.020 in. | 0.030 in. | 0.020 in. |
| Each additional 1–24 in. | +0.002 in./in. | +0.003 in./in. | +0.002 in./in. |
| Over 24 in. | Consult foundry | Consult foundry | Consult foundry |
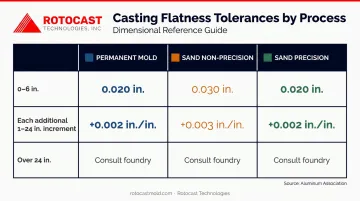
Permanent mold and precision sand share the same flatness increment; non-precision sand is looser. Specifying precision sand on non-functional surfaces adds cost without functional benefit. The AA notes these values represent normal production practice at the most economic level, and any variation requires written foundry acceptance.
Linear, Draft, and Geometric Tolerances
The Engineering Series addresses several tolerance types that catch designers off guard when not considered at the design stage:
- Linear (dimensional) tolerances — segmented by casting dimension range; tighter values require more controlled tooling and process conditions
- Draft tolerances — taper on vertical walls that allows pattern or die withdrawal; insufficient draft forces corrective machining after casting, adding cost
- Geometric tolerances — angularity, concentricity, parallelism, and perpendicularity; for example, a 7-inch diameter feature in permanent mold can be held concentric within 0.031 in. TIR relative to a 4-inch diameter feature (per AA errata). Machined-part GD&T values don't transfer to as-cast geometry.
- Surface finish — distinguishes between surfaces left as-cast and those intended for machining, with roughness values defined for each condition
Datum Targets and Inspection Setup
Undefined datum targets are a common source of expensive disputes between buyers and foundries. The AA Engineering Series specifies that profile tolerances should reference a datum system, typically defined by datum target points.
Establishing cast datum targets at the design stage — physical reference points that both foundry and inspector can use — prevents disagreements about how dimensions are measured and from where.
Metallurgical Series: Alloy Grades, Tempers, and Quality Requirements
The Metallurgical Series handles the material side: which alloys are available, what heat treatment conditions define their properties, and what quality levels buyers can specify for casting integrity.
Casting Alloy Families
The AA Pink Sheets (revised August 2025) define the cast alloy designation system by primary alloying element:
| Series | Primary Alloying Element | Notes |
|---|---|---|
| 2xx.x | Copper | High-strength family; A206.0 added in 2021 edition |
| 3xx.x | Silicon + copper/magnesium | Includes 356.0 and A356.0; widely used for castability |
| 5xx.x | Magnesium | Corrosion-oriented applications |
| 7xx.x | Zinc | Al-Zn casting family |

A206.0, newly added in the 2021 edition, contains 4.2–5.0% copper and is registered for both sand and permanent mold products. It targets demanding, high-strength applications and is not a general substitute for 356/A356.
Rotocast Technologies uses A356.2 for its aluminum cast rotational molds. The ".2" designation indicates strict chemical limits and primary aluminum ingot, yielding greater elongation and higher ductility than standard 356.0 — a difference that shows up in elongation values and resistance to cracking under thermal cycling in thin-wall castings.
Temper Designations and Mechanical Properties
Alloy selection without temper specification is incomplete. The two most common tempers in aluminum casting:
- T5 — cooled from an elevated-temperature shaping process and artificially aged
- T6 — solution heat treated and artificially aged
These yield notably different mechanical properties. As a reference point, A356.0-T6 sand cast achieves ≥234 MPa tensile strength and ≥165 MPa yield strength at 0.2% strain. The same alloy in permanent mold at T6 produces different values. Always verify against the AA/ASM tables for the specific process and alloy variant before using any published number.
Discontinuity Standards and Inspection Requirements
The Metallurgical Series defines acceptable discontinuity levels and inspection requirements for casting integrity. Key points:
- AA Table 6 uses grades A through D for discontinuities including gas holes, porosity, shrinkage, and foreign material
- Cracks and cold shuts are not permitted under any grade
- AA Table 7 defines inspection frequency levels: Level 1 requires 100% radiographic and penetrant inspection; Level 4 is visual inspection only
- The AA standard explicitly states: quality and frequency levels must appear on the drawing to be in effect
No default quality level is assumed. Radiographic or dye penetrant testing only applies when the grade and frequency level are explicitly called out on the drawing or purchase order — omitting them means you won't get them.
Sand Casting vs. Permanent Mold Casting: Key Differences in Standards
Both processes appear in the same document, but achievable tolerances and surface quality differ meaningfully. The choice between them involves weighing dimensional requirements against tooling cost and production volume.
Sand Casting
Sand casting uses expendable molds, which introduces more dimensional variability. Standard linear tolerances are generally looser than permanent mold. Where sand casting excels:
- Complex geometries that are difficult to draw from a metal mold
- Larger parts where permanent mold tooling cost becomes prohibitive
- Lower production volumes where per-part tooling amortization matters
Permanent Mold Casting
The rigid, reusable metal mold delivers tighter dimensional repeatability, more consistent wall thickness, and smoother as-cast surface finish. Per ASM's casting design reference, permanent mold casting permits more uniform castings with closer dimensional tolerances and finer surface finish compared to sand casting.
Where permanent mold excels:
- Medium-to-high production volumes (tooling cost amortizes over more parts)
- Applications requiring consistent surface quality or dimensional repeatability
- Parts where tighter as-cast tolerances reduce secondary machining cost
The AA standards provide separate tolerance tables for each process, so designers can directly compare achievable values. Many foundries routinely exceed the published standards. Consulting the foundry directly about demonstrated capability on comparable parts is the most reliable way to confirm what's achievable for your specific design.
Working with Your Foundry to Meet Casting Standards
The standards document defines the baseline. A foundry's actual capability determines what you'll receive.
What to Put on Drawings and Purchase Orders
The AA standard is only enforceable when it's explicitly called out. Every casting drawing and purchase order should specify:
- The applicable AA standard and edition
- Casting process (sand or permanent mold)
- Alloy designation and temper
- Tolerance class (standard or precision)
- Discontinuity grade (A through D per AA Table 6)
- Inspection frequency level (Level 1 through Level 4 per AA Table 7)
- Chemical certifications or test bar requirements, if needed
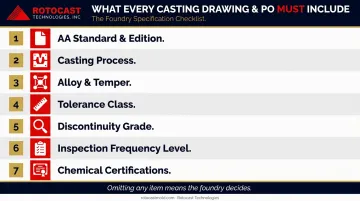
Leaving any of these undefined means the foundry interprets them — and that interpretation may not match your expectations.
Confirming Foundry Capability
Before placing an order, ask the foundry:
- Which tolerance classes do you routinely achieve on similar parts?
- Can you provide inspection reports or certifications from comparable work?
- What quality documentation is available (chemical certs, radiographic reports)?
Published standards set the floor, not the ceiling. What separates foundries is whether they can consistently hit your specs on production runs — not just on sample pieces.
Rotocast Technologies, based in Akron, Ohio, demonstrates what that consistency looks like in practice. With a workforce averaging 16 years of experience in specialty casting and mold manufacturing, Rotocast's foundrymen have developed proprietary processes for producing thin-walled aluminum castings with high-quality interior surfaces. That work requires more than standard compliance — it demands consistent casting density and uniform wall thickness from ¼ to 3/8 inch, built on foundry expertise developed since 1956.
Rotocast also provides design review services to catch problems — insufficient draft, over-toleranced surfaces, geometry that complicates casting — before tooling is produced.
Frequently Asked Questions
What are the tolerances for permanent mold casting?
Permanent mold casting achieves tighter tolerances than sand casting due to the rigid metal mold. Standard tolerance ranges are defined in the Aluminum Association's Engineering Series tables by dimension range, for example, flatness of 0.020 in. for dimensions up to 6 inches. Precision classes are available for tighter requirements on critical surfaces.
What is the minimum wall thickness for aluminum permanent mold casting?
Permanent mold differs from high-pressure die casting, and minimums vary by alloy and geometry. ASM references low-pressure permanent mold capability down to approximately 4.0–4.5 mm depending on conditions. Consult the AA standards document and your specific foundry for confirmed values on your part design.
What are the grades of aluminum for casting?
The major casting alloy series are 2xx.x (copper), 3xx.x (silicon with copper/magnesium), 5xx.x (magnesium), and 7xx.x (zinc). The Metallurgical Series of the AA standards document lists compositions, properties, and minimum requirements for each grade, including A206.0 added in the 2021 edition.
What is the difference between sand casting and permanent mold casting tolerances?
Permanent mold casting generally achieves tighter dimensional tolerances and smoother as-cast surface finish because the rigid reusable mold reduces variability. For flatness up to 6 inches, permanent mold achieves 0.020 in. versus 0.030 in. for non-precision sand. Separate tolerance tables for each process appear in the AA standards document.
What does the Aluminum Association's standards document cover?
The document contains two sections: the Engineering Series (dimensional tolerances, allowances, and surface finishes) and the Metallurgical Series (alloy grades, tempers, and quality/discontinuity requirements). The current edition is the 16th, released in 2021.
Can foundries achieve better tolerances than what the standards specify?
Yes — published standards define industry baselines, and many experienced foundries routinely hold tighter tolerances on specific part types. Ask for inspection records or certifications on comparable work before locking in tolerances on your drawing.