Introduction
Surface finish rarely makes the shortlist of exciting engineering decisions — until it starts driving costs. A rougher-than-expected as-cast surface means more grinding, more blasting, more labor before a part is ready for coating or assembly. In tooling applications, the consequences run deeper: a mold with subsurface porosity or inconsistent texture will reproduce those flaws in every part it ever produces.
Sand casting and permanent mold casting occupy different positions on the cost-volume-quality spectrum, and surface finish is one of the clearest indicators of where each process belongs. Understanding the verified finish data — and what drives it — tells you which process fits your part requirements before you've committed tooling budget.
Key Takeaways
- Green sand casting typically produces 250–1,000 microinches RMS; permanent mold ordinarily achieves 125–300 microinches RMS (Modern Casting)
- Permanent mold's smoother finish generally reduces secondary grinding, blasting, and polishing requirements
- Sand casting offers lower tooling cost and handles large, complex, or low-volume parts well
- Permanent mold is preferred when consistent surface quality, tighter tolerances, and lower downstream finishing costs are the priority
- Choose based on annual volume, finish specification, and total cost picture, including downstream finishing labor
Sand Casting vs. Permanent Mold Casting: Quick Comparison
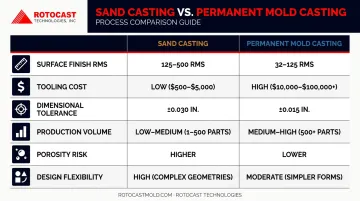
| Factor | Sand Casting | Permanent Mold |
|---|---|---|
| Surface Finish (RMS) | 250–1,000 microin. RMS (green sand) | 125–300 microin. RMS (ordinary) |
| Tooling Cost | Low — wood or plastic patterns | Moderate — machined steel or aluminum mold |
| Dimensional Tolerance | ±0.030 in. (practical, small castings) | Tighter — rigid mold geometry improves repeatability |
| Production Volume | Best under ~500 parts/year; prototyping | Better suited to higher-volume runs |
| Porosity Risk | Higher — slower, less controlled solidification | Lower — metal mold chilling reduces porosity |
| Design Flexibility | Excellent — handles very large or complex geometry | More limited — better suited to moderate geometry |
On tolerances: Casting Source confirms ±0.030 in. is achievable for small green sand castings when the dimension falls entirely within one mold part, though at higher cost. Rigid, non-deformable mold geometry drives the tighter tolerances in permanent mold casting — no single published standard defines this figure universally.
What Is Sand Casting — and What Limits Its Surface Finish?
Sand casting is the oldest and most widely used metalcasting method. Molten metal is poured into a single-use mold packed from sand and a binder — the American Foundry Society defines that sand as high-quality silica with uniform physical characteristics. Once the metal solidifies, the mold is broken apart to release the casting.
The process's core surface finish limitation is direct: sand grain texture transfers to the casting surface. Coarser sand produces a rougher casting. Casting Source reports that green sand produces typical finishes of 250–1,000 microinches RMS across ferrous and nonferrous metals — a wide band that reflects how many variables affect the outcome.
What Drives That Variability?
Casting Source identifies the main culprits:
- Sand grain size and physical characteristics
- Molding method and compaction consistency
- Pattern surface condition
- Metal type and pouring temperature
- Mold deformation under metallostatic pressure
Because every pour requires a new mold, there's no stable reference surface. Moisture content shifts, sand packing varies slightly, and pattern wear accumulates — all of which introduce batch-to-batch dimensional and surface inconsistency.
Where Sand Casting Makes Sense
Sand casting remains the logical choice when:
- Annual volumes are low (generally under ~500 parts)
- The part is very large or geometrically complex
- You're prototyping or running short production trials
- Upfront tooling budget is the binding constraint
- Surface finish will be addressed in secondary operations
The process handles a wider range of alloys and part sizes than permanent mold casting. And because patterns cost a fraction of machined metal tooling, sand casting stays economically sound for low-volume work where a permanent mold investment wouldn't recover its cost.
What Is Permanent Mold Casting — and Why Does It Produce a Better Surface?
Permanent mold casting (also called gravity die casting or tilt-pour casting) uses a reusable machined mold — typically steel or aluminum — rather than a disposable sand cavity. Molten metal fills the mold by gravity; in tilt-pour variants, the mold rotates up to 90 degrees during or after pouring to reduce turbulence and improve mechanical properties.
Two mechanisms produce the smoother surface finish:
- Mold surface transfer — the machined mold cavity imparts its own texture to the casting. A machined steel or aluminum cavity is inherently smoother than packed sand.
- Refractory mold coatings — applied at approximately 175–205°C using airless spray for precise texture control, these coatings contain refractory fillers, binder, and carrier. They fill micro-surface irregularities and act as a deliberate process variable. Finer coatings improve cosmetic finish; coarser ones manage thermal control.
Modern Casting's primer on permanent mold reports ordinary finishes of 125–300 microinches RMS, with better than 100 microinches achievable under optimum conditions.
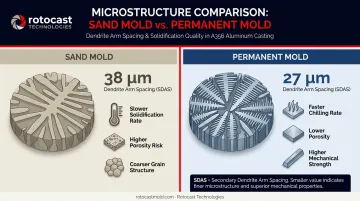
The Metallurgical Advantage
The metal mold conducts heat away from the casting faster than sand, which accelerates solidification and produces a finer grain structure. ASM's casting process data shows a secondary dendrite arm spacing (SDAS) of 27 µm in permanent mold versus 38 µm in sand mold for a 10 mm casting — finer SDAS correlates directly with reduced porosity, higher mechanical strength, and a surface that holds up better when machined or polished.
Mold Tooling Life
That same thermal conductivity that refines grain structure also influences how long the mold lasts. ASM notes that mold life depends on pouring temperature, casting shape, cooling methods, heating cycles, storage, and cleaning — but no publicly confirmed shots-per-mold figure exists for aluminum permanent molds. A well-maintained permanent mold serves many production cycles, and per-unit tooling cost falls substantially as volume grows.
Where Permanent Mold Makes Sense
Permanent mold is the clear choice when:
- Production volumes justify the tooling investment
- Tight dimensional repeatability is required across every pour
- Post-cast machining and finishing must be minimized
- Surface quality is a primary specification — not a secondary concern
Industries that regularly use permanent mold include automotive, marine, agriculture, hydraulics, and rotational molding tooling.
In rotational mold manufacturing, the interior surface of an aluminum casting directly determines the cosmetic quality of every plastic part that mold will ever produce. Rotocast Technologies, operating out of Akron, Ohio since 1956, has built its permanent mold process specifically around this constraint. Their A356.2 aluminum castings, with wall thicknesses of ¼" to 3/8", must deliver dense, defect-free surfaces — any blemish in the mold cavity shows up in every finished plastic part.
Surface Finish Face-Off: What the Numbers Really Tell You
Understanding RMS and Ra
RMS (Root Mean Square roughness) measures how far a surface deviates from a perfect flat plane ; lower numbers mean smoother surfaces. Ra (arithmetic average roughness) is a related but distinct parameter; they're not interchangeable without profile-specific assumptions. Both matter when specifying finish requirements for coating adhesion, part release from a mold, or dimensional sealing.
For practical context:
- Powder coating and anodizing perform better on smoother surfaces — rough profiles trap contaminants and create uneven film thickness
- Part release from a mold cavity becomes more reliable as interior surface roughness decreases
- Machined surfaces reveal subsurface porosity more readily on rough castings
The Verified Comparison
| Process | Surface Finish Range | Source |
|---|---|---|
| Green sand casting | 250–1,000 microin. RMS | Casting Source (AFS-affiliated) |
| Permanent mold (ordinary) | 125–300 microin. RMS | Modern Casting |
| Sand casting Ra | ~12.5–50 µm | University of Arkansas / ISO 8062 |
| Permanent mold Ra | ~3.2–12.5 µm | University of Arkansas / ISO 8062 |
The overlap zone around 250–300 microinches RMS is real: a carefully executed sand casting using fine sand and good process control can approach the lower end of permanent mold finish ranges. The gap widens when green sand conditions are less controlled or when the alloy and section size favor faster solidification in a metal mold.
The Downstream Cost Consequence
A rougher as-cast surface typically means more secondary work before a part is ready for coating or assembly. That work adds up fast:
- Grinding and media blasting remove surface scale and level peaks left by coarse sand
- Polishing or machining is required before coating when roughness exceeds specification
- Robotic grinding cells carry capital costs of $300,000–$500,000, per Modern Casting — a clear signal of how seriously the industry treats finishing labor at scale

Primary sources haven't published per-piece finishing cost adders, but the math isn't complicated: every hour of manual grinding or polishing adds labor cost that chips away at the tooling savings sand casting offered upfront.
Why Porosity Matters for Surface Finish
Permanent mold's chilling effect reduces porosity, and that matters well beyond structural strength. When a porous casting is machined or polished, subsurface voids get exposed. The result: pits and surface defects that are difficult to coat consistently.
Permanent mold's finer grain structure means what you see on the as-cast surface is closer to what you'll have after secondary finishing. No unexpected voids opening up mid-process.
When Surface Finish Drives the Decision
The Volume Trigger
The economic case for switching from sand to permanent mold typically hinges on production volume. At low volumes, the higher tooling cost of a machined metal mold is hard to justify. As annual quantities grow, per-unit tooling amortization falls, and the labor savings from reduced secondary finishing begin to compound.
ScienceDirect's technical overview of permanent mold casting identifies 1,000 to over 100,000 parts per year as the typical volume range where permanent mold is selected. Below that range, sand casting's lower tooling cost often wins despite its finishing disadvantages.
That volume threshold is usually the clearest signal — but it's not the only one. Geometry, alloy requirements, and downstream finishing costs all factor into the decision.
Decision Framework
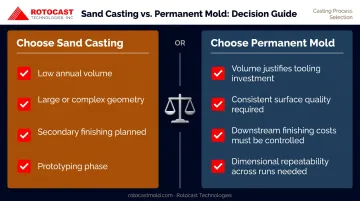
Choose sand casting when:
- Annual volume is low and tooling cost is the primary constraint
- The part is very large, highly complex, or needs a wide alloy selection
- Surface finish will be addressed through secondary operations
- You're prototyping before committing to permanent tooling
Choose permanent mold when:
- Volume justifies the tooling investment
- Consistent surface quality is a specification requirement, not a nice-to-have
- Downstream finishing costs must be controlled
- The application is sensitive to dimensional variation across production runs
For rotational mold tooling, this decision carries extra weight: the mold's interior surface becomes the plastic part's exterior. Rotocast Technologies works with rotational molders who need thin-walled aluminum castings with dense, finishing-ready interiors. If you're evaluating casting options for rotomolding tooling, contact Rotocast Technologies to discuss your application.
Conclusion
Neither process is universally better. Sand casting and permanent mold casting each occupy a logical position based on volume, geometry, and finish requirements. Surface finish is one of the clearest signals: when a smooth, consistent as-cast surface matters — for coating, assembly, or mold cavity quality — permanent mold's 125–300 microinch RMS range and lower porosity give it a measurable advantage over green sand's 250–1,000 microinch spread.
The real-world consequences of that difference show up across the entire production chain:
- Finishing labor: smoother as-cast surfaces reduce hand-work hours before secondary operations
- Coating consistency: lower surface variation means more uniform paint or release coat adhesion
- Scrap rates: tighter porosity control cuts rejection risk on critical surfaces
- Mold cavity quality: in tooling applications, surface quality carries forward into every plastic part the mold produces across its service life
Match the process to the application and factor in the total cost of finishing — that's where the decision becomes straightforward.
Frequently Asked Questions
What is the difference between sand casting and permanent mold casting?
Sand casting uses a disposable mold packed from sand and binder — a new mold is made for every pour. Permanent mold casting uses a reusable machined mold (steel or aluminum) that serves many production cycles. The key differences are tooling cost (sand is lower), volume suitability (permanent mold scales better), and output consistency (permanent mold is more repeatable).
How do the surface finishes of sand casting and permanent mold casting compare?
Green sand casting typically produces 250–1,000 microinches RMS; permanent mold typically achieves 125–300 microinches RMS per Modern Casting. Permanent mold generally delivers a smoother as-cast surface with less secondary finishing required, though a well-controlled sand casting can approach the lower end of permanent mold ranges.
Which casting method produces tighter dimensional tolerances?
Permanent mold casting holds tighter tolerances because its rigid mold geometry stays consistent across every pour. Sand casting tolerances are affected by mold deformation, shift, and compaction variation — Casting Source notes ±0.030 in. is achievable for small sand castings, but only with tighter process controls that add cost.
When should I choose sand casting over permanent mold casting?
Sand casting is the better choice for low-volume production, prototyping, very large or geometrically complex parts, and situations where upfront tooling budget is the binding constraint. It also accommodates a broader range of alloys and part sizes than permanent mold.
Does surface finish affect secondary machining and finishing costs?
Yes. A rougher sand cast surface typically requires more grinding, blasting, or polishing before coating or assembly. Casting Source notes that overspecifying surface smoothness directly affects casting cost — and at scale, finishing labor is a significant per-piece cost driver. A smoother permanent mold surface can reduce or eliminate some of these steps.
What role do mold coatings play in permanent mold casting surface finish?
Refractory coatings are applied to the permanent mold interior to fill micro-surface irregularities and tune surface texture. Finer formulations improve cosmetic finish; coarser ones manage heat transfer. Sand casting offers no equivalent level of deliberate texture control.