"Precision casting and machining" gets treated as a technical spec on a purchase order rather than a production decision with real consequences. In practice, it determines whether a mold runs reliably for hundreds of thousands of cycles or becomes a recurring maintenance problem that erodes margin on every order.
This article breaks down the specific, measurable advantages that high-precision aluminum casting and machining deliver — dimensional accuracy, thermal performance, and long-term mold durability — and what goes wrong when those standards aren't met.
Key Takeaways
- Precision casting and CNC machining together ensure mold geometry holds to design intent, reducing scrap and part rejections
- Uniform mold wall thickness — only achievable through controlled casting — improves heat transfer and cuts cycle times
- Dense, well-cast molds resist cracking and wear, extending service life and lowering cost per part
- Casting-stage errors compound downstream into defects, rework, and premature mold failure
- Integrated pattern-making, casting, and machining under one roof is the most direct path to these advantages
What Is High-Precision Aluminum Casting & Machining?
The process runs in two stages that each carry distinct responsibilities.
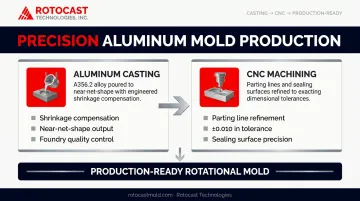
Aluminum casting produces a near-net-shape mold by pouring molten aluminum into a prepared pattern. The pattern, built to compensate for both aluminum and plastic shrinkage, determines whether the casting comes out close to design intent or needs corrective machining to salvage it.
CNC machining then refines the critical surfaces — parting lines, sealing faces, and tight-tolerance zones — to exacting specifications. According to the Association for Rotational Molding (ARM) Design Guide, a typical machined aluminum rotational mold holds an overall tolerance of ±0.010 in, with precision polyethylene rotograde designs achieving ±0.004 in/in on inside dimensions.
Together, these two stages determine whether a mold performs as engineered — and where quality problems originate. Cast aluminum molds are, according to LyondellBasell's rotomolding guide, the most frequently used molds in the rotomolding industry, preferred for complex shapes and favorable heat transfer characteristics. Yet a mold that runs well and one that causes constant production headaches often differ only in what happened in the foundry before a single machining pass was made.
This is a specialized discipline. Only a handful of foundries across North America can produce aluminum castings to the quality standards rotational molding demands — thin-walled castings with high-quality interior surfaces, uniform geometry, and no structural defects.
Key Advantages of High-Precision Aluminum Casting & Machining
The advantages below aren't theoretical. Each maps directly to outcomes rotational molders track daily: cycle time, scrap rate, mold uptime, and cost per part.
Advantage 1: Tight Dimensional Accuracy for Consistent Part Output
Dimensional accuracy starts before metal is poured. Pattern makers build in shrinkage compensation — for both aluminum and plastic — so the casting emerges close to final dimensions. What CNC machining removes afterward should be precise stock allowance, not error correction.
When pattern makers and foundry teams collaborate correctly, the result is a mold whose geometry holds true to the design model. Parting lines align. Contact surfaces seal properly. Cavity dimensions match the product specification at room temperature, under oven heat, and after thousands of cycles.
What this produces for molders:
- Part-to-part consistency across long runs, reducing scrap and customer rejects
- Reduced mold qualification time — a mold that comes in on-dimension runs trial parts faster
- Multi-cavity reliability — on carousel setups, dimensional variation between arms produces inconsistent output that's difficult to diagnose without tracing back to the tool
The ARM Design Guide on tolerances distinguishes between ideal, commercial, and precision tolerance grades for rotomolded polyethylene parts, flagging material variability, wall thickness, and mold precision as the primary drivers of dimensional deviation.
Wiley/Plastics Engineering's research into rotomolding defects identifies parting-line pinholes, excessive flash, and leaks near inserts as the top defect categories that send parts to scrap — each tied directly to mold precision at the casting and machining stage.
KPIs affected: part-to-part dimensional variation, scrap and reject rates, mold qualification time, rework labor hours
When it matters most: high-complexity geometries, multi-cavity carousel setups, and applications where final products carry tight functional tolerances — industrial containers with lid seals, tanks with attachment points, assemblies that mate with other components.
Advantage 2: Uniform Wall Thickness Drives Faster Heat Transfer and Shorter Cycle Times
Uniform mold wall thickness isn't a byproduct of casting — it requires deliberate foundry capability. Pouring thin-walled aluminum castings consistently, without voids or variable density, is something very few foundries can do reliably.
Why it matters: rotational molding depends on even heat distribution through the mold wall. Where wall thickness varies, heat moves unevenly. Hot spots over-sinter the resin. Cold spots leave material underfused. Operators compensate by extending oven dwell time — which increases cycle length, energy use, and wear on the mold itself.
A mold cast with uniform walls (typically ¼" to 3/8" in precision rotomolding applications) heats through to the resin faster and releases heat more evenly during cooling. The practical result is more cycles per shift without adding equipment or labor.
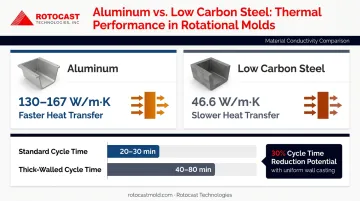
The thermal physics support this. Aluminum's thermal conductivity is roughly 130–167 W/m-K depending on alloy, compared to 46.6 W/m-K for low carbon steel. That material advantage only translates to faster cycle times when the mold wall is cast uniformly enough to exploit it.
Conventional rotomolding cycle times range from 20 to 30 minutes for standard production runs up to 40–80 minutes for thick-walled parts. Even marginal improvements in heat transfer — made possible by consistent wall thickness — compound meaningfully at production scale. The CORDIS ROTOFLEX project estimated that a 30% reduction in cycle time through improved heat transfer could deliver sector-wide savings of 0.34 TWh annually.
Rotocast Technologies built its process for pouring thin-walled A356.2 aluminum castings on a foundry heritage rooted in aluminum tire molds — an application where surface quality and dimensional control are non-negotiable. That foundation translates directly to the wall consistency rotomolders depend on for reliable heat transfer.
KPIs affected: average cycle time, parts per shift, energy cost per unit, oven utilization rate
When it matters most: high-volume runs, energy-sensitive operations, and large or thick-walled parts where extended oven exposure amplifies the benefit of even modest heat transfer improvements.
Advantage 3: Long-Lived Molds and Lower Total Cost of Ownership
A mold's service life is set largely at the casting stage. Porosity, voids, and uneven material structure create structural weaknesses that thermal cycling exploits over time — molds crack at parting lines, warp under repeated heating and cooling, or develop surface defects that transfer directly to finished parts.
Dense, defect-free castings resist these failure modes from the start. Combined with precision CNC machining of parting lines and contact surfaces, the result is a mold that maintains its geometry and surface quality through hundreds of thousands of production cycles.
ARM's Design Guide notes that machined aluminum molds — produced from forged billet and machined to tight tolerances — offer increased durability compared to standard cast molds, and that cast aluminum molds can be refurbished multiple times at relatively low cost. The cast-versus-machined distinction matters here: precision casting eliminates porosity, sand inclusions, and oxide inclusions that would otherwise degrade the mold's structural integrity from the inside.
The numbers bear this out:
- A mold that lasts longer produces more parts before requiring replacement or major repair
- Fewer unplanned shutdowns from mold failure keep production schedules intact
- Lower repair and maintenance frequency reduces total cost per part over the tool's life
LyondellBasell notes that rotational mold tooling costs are already a fraction of comparable injection or blow mold tooling — making the long-term economics of a precision mold even more favorable when that upfront investment extends service life meaningfully.
KPIs affected: mold service life in cycles, unplanned downtime events, cost per part over mold lifetime, repair and maintenance spend
Worth noting for long-run programs: production tools serving major industrial customers and operations where mold replacement would disrupt contractually critical schedules have the most to gain from precision casting at the outset.
What Happens When Precision Is Compromised
The consequences of poor casting or machining quality rarely show up all at once. They accumulate.
Common downstream failures when precision falls short:
- Inconsistent wall thickness produces parts with thin spots, warped surfaces, and uneven material distribution — defects that are hard to diagnose without tracing back to the mold
- Casting porosity causes molds to crack or deform under repeated thermal cycling, forcing unplanned shutdowns and emergency repair costs
- Imprecise parting line machining produces flash, poor sealing, and cosmetic defects — increasing post-processing labor and scrap
- Interior surface defects in the casting transfer directly to finished parts, since the outside surface of every rotomolded product mirrors the mold it came from
Over time, these issues compound. Reactive repairs replace planned maintenance, mold life shortens, and inconsistent output strains relationships with customers receiving variable quality on orders they depend on.
Industry research identifies pinholes — caused by parting line gaps, insert leaks, and casting voids — as the single most common defect in rotational molding production, and notes that every rotational molder has experienced scrap from this category of failure.
The cost isn't just the defective parts. It's the diagnostic time, the emergency tooling calls, and the production hours lost while a mold is being repaired rather than running.
How to Get the Most Value from Precision Aluminum Casting & Machining
Precision casting and machining delivers its full value only when the two stages are treated as a single integrated process. Pattern makers, foundry teams, and machinists need to share design intent and quality criteria from the start — not work in sequence from disconnected handoffs.
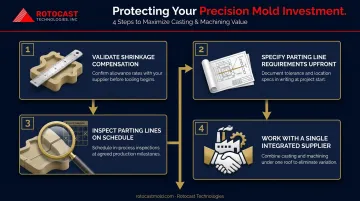
Four practical steps protect that investment:
- Validate shrinkage compensation before pouring. Pattern dimensions must account for both aluminum and plastic shrink. This cannot be corrected after casting.
- Specify parting line and surface requirements upfront. Machining tolerances at sealing surfaces should be defined before tooling is produced, not negotiated after a bad casting.
- Inspect parting line condition on a regular schedule. Even a precision mold develops wear over time; routine checks catch degradation before it produces scrap.
- Work with a single integrated supplier. A foundry that also handles pattern making and CNC machining carries accountability for the entire mold's dimensional outcome — not just one stage of it.
Rotocast Technologies has operated this integrated model since 1956, with a workforce averaging 16 years of experience in specialty casting and mold manufacturing. Their veteran pattern makers collaborate directly with foundry staff to build shrinkage compensation into patterns before any metal is poured. The A356.2 aluminum alloy they use — selected for its greater elongation, higher strength, and higher ductility compared to standard 356.0 — provides the material foundation that makes long-lived, dense castings achievable.
For molders running high-volume tools or complex geometries, that level of integrated expertise is the most direct path to molds that perform as engineered.
Conclusion
Precision in aluminum casting and machining isn't a refinement — it's what separates molds that support a profitable operation from tooling that quietly drains it. Dimensional accuracy, uniform wall thickness, and structural integrity determine whether a rotational molding operation runs on schedule or spends its margin chasing defects and downtime.
Getting the casting and machining right at the outset costs less than the accumulated expense of rejects, cycle delays, and early mold replacement. Each production run on a well-made mold compounds that initial investment. Each run on a compromised one compounds the loss.
Frequently Asked Questions
What are the advantages of high-precision aluminum casting and machining?
Precision casting and machining deliver three core benefits: dimensional accuracy that ensures consistent part geometry across long runs, uniform mold wall thickness that improves heat transfer and shortens cycle times, and dense castings that extend mold service life. Together, these reduce production cost and improve output reliability.
How hard is it to machine 7075 aluminum?
7075-T6 is more demanding than softer alloys like 6061 due to its higher strength and hardness (Brinell hardness of 150 versus 95 for 6061-T6). According to NIST/ASM machining data, it carries a machinability rating of B and produces curled or easily broken chips, requiring sharper tooling, correct cutting speeds, and adequate lubrication.
Is forged aluminum stronger than CNC-machined aluminum?
Forged aluminum offers superior fatigue strength and favorable grain alignment, while CNC-machined aluminum from high-grade billet provides tighter tolerances and greater geometric flexibility. For rotational molds, cast and machined aluminum dominates because thermal conductivity and machinability matter more than raw tensile strength.
What makes aluminum the preferred material for rotational molds?
Aluminum's combination of high thermal conductivity, low weight, and machinability makes it ideal. It heats and cools significantly faster than steel — aluminum alloys used in rotomolding reach 130–167 W/m-K versus 46.6 W/m-K for low carbon steel — reducing cycle times, and it can be cast into complex geometries that closely match product designs.
How does wall thickness uniformity in a mold affect rotational molding output?
Non-uniform mold walls create uneven heat distribution during the oven cycle, causing inconsistent plastic sintering, thin spots in finished parts, and extended cycle times as operators compensate. Uniform walls, achieved through controlled precision casting, eliminate these variables and allow the process to run at its designed efficiency.
How long should a precision-cast aluminum rotational mold last?
A high-quality precision-cast aluminum rotational mold can last hundreds of thousands of cycles, with lifespan driven by casting density, machining quality, and consistent maintenance of parting lines and surfaces. Poor-quality castings with porosity or structural voids fail significantly earlier, raising total tooling cost over the mold's life.