This guide is written for rotational molders, product manufacturers, and procurement teams who commission or evaluate aluminum molds. It covers how the casting process works, which quality factors matter most, and what separates a precision cast mold from one that will cause problems on the production floor.
Key Takeaways
- Aluminum foundry tool casting creates rotational molds by pouring molten aluminum into a pattern-shaped cavity — the starting point for every rotomolded part
- Rotomold castings demand uniform wall thickness, low porosity, and high interior surface quality — standards most structural casting foundries don't meet
- Defects introduced during casting transfer directly onto finished plastic parts and shorten mold service life
- Few North American foundries specialize in the thin-walled, high-surface-quality castings rotational molding requires — Rotocast Technologies has focused exclusively on this process since 1956
What Is Aluminum Foundry Tool Casting?
Aluminum foundry tool casting involves melting a selected aluminum alloy, pouring it into a prepared cavity shaped by a pattern, and allowing it to cool and solidify into a mold that will be used repeatedly in rotational molding production.
Unlike structural or decorative castings — where the primary requirements are strength or dimensional accuracy — a rotational mold tool casting must meet precise standards across three areas:
- Interior surface quality: The mold cavity must be completely non-porous
- Wall uniformity: Consistent wall thickness drives even heat transfer to the resin
- Density: Subsurface voids compromise both structural integrity and part quality
The mold isn't the final product. It's the instrument that produces the final product, cycle after cycle.
This distinction matters when evaluating foundries. A shop capable of producing quality structural aluminum components may not be equipped for rotational mold tooling. According to LyondellBasell's rotational molding guide, the interior surface of a cast aluminum rotational mold must be completely non-porous — a standard most general-purpose foundries aren't built to meet.
Porosity in the mold interior creates "ringworm" effects or blow holes on finished part surfaces. Every defect in the casting transfers directly to the plastic part — which means foundry process control starts determining end-product quality long before any resin enters the mold.
How Aluminum Foundry Tool Casting Works
The end-to-end process follows this sequence:
Pattern creation → mold preparation → alloy melting → pouring → controlled solidification → post-cast finishing

Each stage introduces variables that compound downstream. A dimensional error in the pattern cannot be fixed at the furnace. A poor pour cannot be corrected in the machine shop.
Pattern Making
Pattern making is the first and most consequential step. The pattern defines the exact geometry the cast mold will replicate — cavity shape, draft angles, parting line locations. Errors here are permanent.
Pattern makers must account for aluminum shrinkage. For A356.2-equivalent alloys (AlSi7Mg0.3), shrinkage runs approximately 1.1–1.2% for sand casting and 0.8–1.1% for gravity die casting.
The pattern must also compensate for plastic shrinkage in the finished rotomolded parts. Both material contraction factors are built into the model dimensions before casting begins.
At Rotocast Technologies, veteran pattern makers work directly alongside the foundry team rather than operating as a separate department. Their collaboration produces foundry tooling with optimized parting lines and production features for ease of molding, with each design validated by an engineer before the pattern is finalized.
Customers also have the opportunity to review the model before it goes to the foundry floor — a meaningful checkpoint before metal is poured.
Melting and Pouring
Aluminum alloy is charged into a furnace and brought to the appropriate pouring temperature. For A356.0-T6, MatWeb data places the casting temperature at 677–788°C (1,250–1,450°F); A356.2-equivalent datasheets list a narrower range of 680–750°C.
Temperature control is non-negotiable at this stage. Hydrogen solubility in aluminum doubles with every 200°F (111°C) temperature increase, meaning overheating directly raises porosity risk. Keeping the melt within the correct window for the specific alloy is a fundamental process discipline.
For thin-walled rotational mold tool castings, the pour must be executed smoothly and continuously. Cold shuts and misruns — defects caused by interrupted or inconsistent pouring — are unacceptable in molds where the interior surface becomes the part surface.
Rotocast Technologies' foundrymen developed their pouring approach through a heritage of producing aluminum tire molds, which demanded the same combination of thin walls and high-quality interior surfaces. That background transfers directly to rotational mold tooling, producing dense castings with the surface integrity the application demands.
Post-Cast Finishing
After solidification, the team extracts the casting, removes sprues and gates, then machines parting surfaces, drills fill ports and other functional features, and completes interior surface finishing.
Finishing options at Rotocast include:
- Hand polishing to varying degrees, from light hand-sand to mirror polish
- Shot peen and sandblast texturing
- Acid etching
- Teflon coating
The critical point: finishing operations must preserve the base casting quality, not compensate for its deficiencies. A rough or porous cast surface cannot be polished into a production-ready mold interior. The surface quality must start at the foundry.
Critical Quality Factors in Cast Aluminum Rotational Mold Tools
Wall Thickness Uniformity
Cast aluminum mold wall thickness for rotational molding typically targets ¼ inch to 3/8 inch. Holding that range consistently across the entire mold is where most foundries fall short.
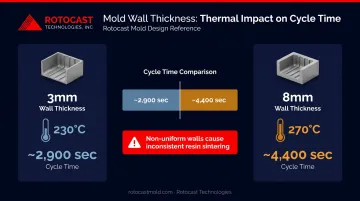
The thermal consequences of non-uniform walls are measurable. A peer-reviewed rotational mold study found that a 3mm mold wall at 230°C produced a cycle time of approximately 2,900 seconds, while an 8mm wall at 270°C required 4,400 seconds. Thicker wall sections heat and cool more slowly — in a cast mold with uneven walls, those slower-responding areas produce inconsistent resin sintering and variable part wall thickness across every production run.
The effect compounds at scale. A deviation that seems minor in a single cycle becomes a significant consistency problem across tens of thousands of parts.
Interior Surface Quality and Porosity Control
The interior of the cast mold becomes the exterior of every plastic part produced. Defects in the casting surface transfer directly onto finished parts, with no step between them.
Controlling porosity is the central challenge. Modern Casting research documents that hydrogen solubility increases sharply with temperature, and that for A356, a hydrogen content of 0.12 cc/100g is considered low — the target range for quality mold castings.
Achieving that requires active degassing, typically using a rotary impeller unit at approximately 300 RPM for 4–8 minutes. At least 90% of North American metalcasters use a reduced pressure test to verify metal quality before pouring.
Best-in-class foundries combine degassing with careful gating design and controlled cooling rates. Each variable affects the others, and a weakness in any one area shows up as porosity, surface pitting, or structural voids in the finished mold.
Alloy Selection: Why A356.2
Alloy choice connects directly to the surface quality and porosity outcomes above. A356.2 is the standard for rotational mold tooling, and the distinction from 356.0 matters in practice. The ".2" designation indicates strict chemical limits and primary aluminum feedstock — lower impurity levels produce greater elongation, higher strength, and higher ductility. For a mold enduring repeated thermal cycling, that ductility difference is what prevents cracking over time.
The thermal performance difference is equally concrete:
| Property | A356.0 | A356.2-Equivalent |
|---|---|---|
| Thermal Conductivity | 151 W/m·K | 150–180 W/m·K |
| Feedstock | Secondary (recycled) | Primary aluminum |
| Chemical Limits | Standard | Strict (.2 designation) |
| Ductility for Cycling | Baseline | Higher elongation |
Higher conductivity means faster, more uniform heat transfer to the resin inside the mold — directly supporting shorter, more consistent cycle times.
Common Mistakes in Aluminum Tool Casting
Most quality problems in rotational mold tooling are locked in before a single part is produced. These three mistakes are where it typically happens:
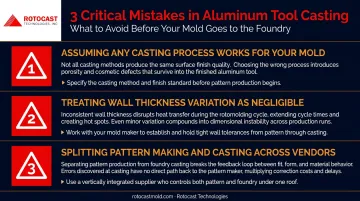
1. Assuming Any Aluminum Casting Process Will Work
General-purpose sand casting without specialized process controls produces surface finishes in the 300–560 RMS range. That's adequate for structural components — not for a mold interior. The process requirements for rotational mold tool casting are categorically different, and substituting a general foundry approach guarantees surface and density problems downstream.
2. Treating Wall Thickness Variation as Negligible
Production teams often accept small mold wall deviations during tooling approval, then spend months troubleshooting cycle time inconsistencies and part quality variation they can't trace back to a source. The cause was decided at the foundry. Uniform wall thickness isn't a cosmetic detail — it controls heat transfer directly, and thin-wall casting expertise exists specifically to hold those tolerances.
3. Splitting Pattern Making and Casting Across Separate Vendors
Sourcing a pattern from one shop and casting from another breaks the feedback loop that ensures pattern geometry is achievable in the casting process. Shrinkage compensation, draft angles, parting line locations, and pour strategy need to be resolved collaboratively — not handed off sequentially between shops that have never spoken.
Choosing the Right Aluminum Foundry for Rotational Mold Tooling
Not all aluminum foundries are equipped for this work. The criteria that matter most:
- Requires integrated pattern making and casting under one roof — when both teams collaborate directly, shrinkage allowances, parting line decisions, and pour strategy are aligned before a single pound of aluminum is melted. Errors caught at the pattern stage cost nothing; errors caught after casting cost significantly more.
- Asks specifically about process controls for porosity, wall thickness consistency, and interior surface quality. General casting volume is not the right metric — mold tooling demands a different level of process discipline.
- Demonstrates specialization through process knowledge, customer references, and a clear explanation of what sets their approach apart. Few foundries in North America consistently hit the quality standards rotational molding requires.
Rotocast Technologies checks each of these boxes. Operating in Akron, Ohio since 1956, the company's workforce averages 16 years of experience in specialty casting and mold manufacturing — with pattern makers and foundry personnel working under the same roof.
That depth of specialization traces to Rotocast's heritage in aluminum tire mold production, an application demanding the same thin walls and high-quality interior surfaces required in rotational mold tooling. Major rotational molders including Toter, Inc. and Rubbermaid Commercial Products have relied on Rotocast molds across extended production partnerships.

Frequently Asked Questions
What is the best way to cast aluminum for rotational mold tooling?
A controlled gravity pour or low-pressure process — with precise temperature management, proper gating design, and active degassing — produces the dense, low-porosity castings rotational mold tooling requires. Shops with dedicated thin-wall casting experience, like Rotocast Technologies' in-house foundry, produce measurably better results than general-purpose casting operations for this application.
What temperature should aluminum be melted for casting?
For A356.0-T6, the casting temperature range is 677–788°C (1,250–1,450°F); A356.2-equivalent alloys are typically poured at 680–750°C. For mold tooling, staying within this range is critical — overheating raises hydrogen solubility and porosity risk, directly degrading casting density and interior surface quality.
What wall thickness do cast aluminum rotational molds target?
Rotational mold tool castings typically target ¼ inch to 3/8 inch wall thickness. Achieving a consistent wall throughout the mold is more important than hitting a minimum — non-uniform walls create thermal differentials that cause uneven resin sintering and variable part quality.
How long do aluminum cast rotational molds last?
A well-cast, properly maintained aluminum rotational mold typically supports 10–20+ years of production use. Longevity depends most heavily on casting density, alloy selection, and operating consistently within the mold's thermal design parameters.
What aluminum alloy is typically used for rotational mold tooling?
A356.2 is the most widely specified alloy for rotational mold tooling. Its thermal conductivity of approximately 150–180 W/m·K supports fast, even heat transfer to the resin, while its lower impurity levels relative to 356.0 deliver higher ductility and strength — both important for molds undergoing repeated thermal cycling.
How does wall thickness uniformity affect rotational molding output?
Non-uniform mold walls create uneven heat distribution during the molding cycle. Thicker sections take longer to heat and cool, resulting in inconsistent resin sintering and variable wall thickness in the finished plastic part.


