Pattern material affects nearly every metric that matters: dimensional accuracy, surface finish quality, tooling cost, pattern lifespan, and how smoothly production runs once you're underway. A pattern that looks fine on paper can become a liability the moment it hits a humid storage room or a high-cycle automated molding line.
This guide breaks down the primary sand casting pattern materials — wood, plastic and polyurethane, metal, and silicone rubber — covering where each fits, where each falls short, and how to choose the right one for your production scenario.
Key Takeaways
- A sand casting pattern is a reusable replica of the final part that creates the mold cavity — the material it's made from determines durability, cost, and casting quality
- Wood is the lowest-cost option, suited for low-volume runs up to ~50 pieces per year
- Plastic and polyurethane handle up to ~5,000 pieces per year with better moisture resistance than wood
- Above 5,000 pieces per year, metal patterns (aluminum and iron) are the production standard for dimensional stability
- Silicone rubber serves niche applications where fine surface detail and flexible demolding matter most
What Is a Sand Casting Pattern?
According to the American Foundry Society, a pattern is the wood, metal, foam, or plastic shape used to form the cavity in sand. It may have one or many impressions and is typically mounted on a board or plate with a runner system.
The key distinction: the pattern is the reusable tool, not the mold itself. The sand mold is destroyed after every pour to release the casting. A well-made pattern is a production asset that creates that mold cavity cycle after cycle.
Why Patterns Are Made Larger Than the Final Part
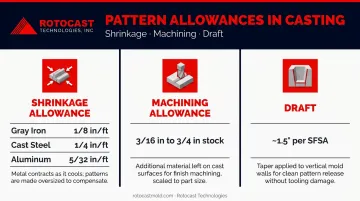
Patterns are intentionally oversized to account for three built-in allowances:
- Shrinkage allowance — metal contracts as it cools from solidification to room temperature. Gray iron requires roughly 1/8 in/ft for smaller castings; cast steel needs up to 1/4 in/ft; aluminum falls around 5/32 in/ft, depending on whether the cavity is open or cored
- Machining allowance — surfaces that will be machined after casting need extra stock, typically 3/16 in to 3/4 in depending on size and hardness
- Draft — vertical pattern surfaces require a taper (approximately 1.5 degrees per the SFSA) so the pattern releases cleanly without tearing the sand
That's why pattern material selection matters as much as dimensional accuracy — a pattern that warps, absorbs moisture, or wears unevenly will compound errors across every mold pulled from it.
Why Pattern Material Matters in Sand Casting
Pattern material determines how well the pattern holds its dimensions over time, survives repeated sand compaction cycles, resists moisture and heat, and releases cleanly from the mold. All of these factors compound across a production program.
The failure modes when material selection goes wrong are specific and costly:
- Wood in humid environments swells and distorts, producing out-of-spec cavities
- Worn plastic patterns leave a rougher mold surface that transfers directly to casting finish
- Over-investing in metal tooling for a 50-piece prototype run ties up budget and delays the program without reducing per-part cost
The Total Cost of Ownership Calculation
Wood patterns cost less to make but require more maintenance, wear faster, and need earlier replacement. Metal patterns carry a higher initial investment but can run for years with near-zero maintenance on high-volume lines. The number that actually drives the decision is total cost over the production run — not the initial quote.
The calculation that matters is:
Initial fabrication cost + maintenance over the production run + replacement cost vs. higher upfront cost + minimal ongoing expense
For a 30-piece prototype run, wood is the right call. For a 10,000-piece annual production program, metal almost always comes out ahead on total cost, even when the upfront investment looks steep by comparison.
Types of Sand Casting Pattern Materials
No single material is best for every situation. Production volume, part complexity, molding process, and budget all shape the decision. Below are the four primary categories used in foundry practice.
Wood
Wood — most commonly white pine, sugar pine, or mahogany — is the traditional pattern material. It's easy to machine, easy to hand-work, and easy to modify. For prototype runs and very small batch production, it remains a practical and cost-effective choice.
Best suited for:
- Annual volumes of roughly 50 pieces per year or fewer
- Green sand and air-set molding processes
- Programs where engineering changes are still expected — modifications to wood patterns are fast and inexpensive
Limitations:
- Absorbs moisture and swells in humid environments, causing dimensional instability
- Dries out and cracks during long storage
- Wears quickly under repeated sand compaction, requiring ongoing maintenance
On wood species: kiln-dried white or sugar pine is the most widely used for general pattern work because it machines cleanly and resists warping. Mahogany offers better wear resistance and dimensional stability for more complex patterns that need to last longer.
Plastic and Polyurethane
This category covers machined polyurethane boards (a direct wood substitute) and castable epoxy/urethane systems. Both offer a meaningful durability step up from wood without the fabrication cost of metal tooling.
Polyurethane boards are available in a range of densities. Higher-density grades like Freeman T-6900 reach Shore D 80 with compressive strength exceeding 12,000 psi, while mid-range boards like Precision Board PBLT-48 offer Shore D 65 with 0.01% water absorption after 96 hours and 97% closed-cell content.
Best suited for:
- Annual volumes up to approximately 5,000 pieces
- Green sand and air-set processes where a durability step up from wood is needed
- Core box repair — castable urethanes can reline a worn core box over a weekend, cutting downtime to days rather than weeks
Limitations:
- Cannot match metal's dimensional stability on high-volume automated lines
- Castable urethanes require careful temperature management during processing

Metal (Aluminum and Iron)
When volumes climb past 5,000 pieces annually, plastic patterns run out of headroom. Metal patterns are the production standard at that scale. According to Casting Source, aluminum is the common choice for matchplate and cope-and-drag patterns on automated molding lines, while iron — sometimes nickel-plated for improved sand release and wear resistance — is preferred for high-pressure molding, vertically parted molds, and shell molding processes.
Best suited for:
- Annual volumes above 5,000 pieces
- Automated and high-pressure molding lines where dimensional consistency across thousands of cycles is required — tolerances must hold across tens of thousands of shots without adjustment
- Shell molding and other heat-cured resin processes where iron's thermal characteristics are an advantage
Limitations:
- Highest upfront fabrication cost of any pattern material
- Design changes after the tooling is made are expensive and time-consuming — locking into metal before the design is frozen is one of the more common and costly mistakes buyers make
Silicone Rubber
Silicone rubber patterns are cast from a master and offer fine surface detail reproduction with the flexibility to demold complex geometry cleanly. Smooth-On's Mold Max XLS II, a low-shrinkage formulation used for sand casting patterns, achieves a Shore 30A hardness with 0.001 in/in shrinkage, 550 psi tensile strength, and 375% elongation — properties that make it useful for geometries that would lock a rigid pattern in place.
Best suited for:
- Short-run or specialty castings where fine surface detail must transfer accurately to the mold
- Part geometries with undercuts or features that prevent clean demolding with rigid patterns
- Small-batch custom or artistic castings
Limitations:
- Not suitable for high-volume or automated production — lacks the rigidity and wear resistance of metal or high-density polyurethane under sustained compaction forces
- Material and lead time costs can exceed wood — silicone makes financial sense for complex geometry or fine-detail work, not as a general-purpose substitute for wood or polyurethane
How to Choose the Right Pattern Material
The right material is the one that matches your actual production reality — not the most advanced option available, and not simply whatever the pattern shop works with most often.
Start With Volume
Volume thresholds are the primary filter:
| Annual Volume | Typical Pattern Material |
|---|---|
| Up to ~50 pieces/year | Wood |
| 50–5,000 pieces/year | Plastic / Polyurethane |
| 5,000+ pieces/year | Metal (aluminum or iron) |

These thresholds come from industry practice and vary by molding process. They're a starting point, not a hard rule.
Match Material to Your Molding Process
The foundry's equipment constrains the material choice:
- Manual green sand and air-set processes — wood and polyurethane are appropriate
- Automated green sand lines — aluminum is standard for matchplate and cope-and-drag patterns
- High-pressure, vertically parted, and shell molding processes — iron patterns are preferred
Specifying an aluminum pattern for a process that demands iron, or using wood on an automated line, creates problems no amount of maintenance will fully resolve.
Factor in Design Stability
If the part design is still evolving, consider these realities before committing to tooling material:
- Wood and polyurethane board allow faster, less expensive design modifications
- Metal tooling committed before the design is frozen generates real cost when changes come
- Changes almost always come — plan for them
Run the Total Cost of Ownership Math
A wood pattern for a 2,000-piece annual program might cost a fraction of aluminum tooling upfront. If that pattern needs replacement every 18 months and ongoing maintenance, the lifetime cost often exceeds the metal alternative.
Work through the numbers across the full expected production program before making the call — not just the initial tooling quote.
Work With an Experienced Foundry Team
Pattern makers who have seen hundreds of programs across different materials, volumes, and molding processes will catch material selection problems before tooling is committed.
The Rotocast Technologies team, whose workforce averages 16 years in specialty casting and mold manufacturing, works directly with customers to assess program requirements and recommend pattern material before any tooling budget is spent. Early-stage collaboration consistently produces better outcomes than selecting material without foundry input.

What to Check Before Finalizing Your Pattern Material Choice
Before you commit to a pattern material, it helps to pressure-test the decision against a few common failure points. These mistakes show up across shops of all sizes — and they're easy to avoid once you know to look for them.
Wrong material for the volume. Metal tooling for a 40-piece prototype run is rarely justified. Wood or polyurethane will perform adequately and cost a fraction of the price. Over-specifying ties up tooling budget and delays programs without adding production value.
Underestimating the storage environment. Wood patterns stored in a humid or temperature-variable shop will swell, crack, or warp — then produce out-of-spec molds the next time they're pressed. If your facility isn't climate-controlled, that needs to factor into the material decision upfront, not after a rejected run.
Accepting the shop's default recommendation. Pattern shops naturally gravitate toward materials they work with most. That's not always the best fit for your volume or process. Ask directly whether the recommended material suits your program — or whether it's simply what the shop runs most often.
Conclusion
Pattern material selection sets the baseline for casting quality, dimensional consistency, tooling longevity, and program economics. Deferring that decision until after the design is locked is one of the most common ways tooling programs go over budget or miss production targets.
The right call depends on a clear read of production volume, molding process, design stability, and cost structure. Engaging a foundry team — one with hands-on pattern making and casting experience — before tooling is committed gives buyers the visibility to match material to program requirements, not just to first-article specs.
Frequently Asked Questions
What are the most common pattern materials for sand casting?
Wood, plastic/polyurethane, metal (aluminum and iron), and silicone rubber are the primary categories. Wood and metal are the most widely used across the industry — wood for low-volume and prototype work, metal for sustained high-volume production.
What is the best wood for casting patterns?
Kiln-dried white or sugar pine is the most widely used for general pattern work because it machines cleanly and resists warping. Mahogany offers better wear resistance and dimensional stability for more complex patterns. For complex patterns with longer production runs, mahogany is the stronger choice.
What is the difference between a pattern and a mold in sand casting?
The pattern is the reusable tool used to press a cavity into sand. The sand mold is the expendable cavity itself — it's destroyed after each pour to release the casting.
When should I use metal patterns over wooden ones?
Metal patterns are appropriate when annual production volume exceeds the point where wood's wear rate and maintenance cost outweigh the higher upfront investment — typically above 5,000 pieces per year, though molding process and part complexity also factor in.
Can 3D printed patterns be used for sand casting?
Yes. AFS studies cited by Modern Casting document 3D printed patterns lasting up to 30,000 cycles, with some shops cutting lead times by more than 60%. That said, durability varies by material, and 3D printed patterns are generally better suited to prototype and short-run work than sustained high-volume production.
How does pattern material affect casting surface finish?
Smoother, harder pattern surfaces — metal and high-density polyurethane — produce cleaner mold cavities and better surface finish on the casting. Softer or worn patterns, particularly wood, leave a rougher cavity that transfers directly to the casting surface.