Rotomolding solves most of that problem in a single production cycle. But the process is more sensitive to variable control than it appears from the outside. Oven temperature, rotation ratio, resin grade, and mold quality each have downstream consequences that show up as either a durable hull or a warranty claim.
This guide covers how rotomolding works from loading to demolding, why it dominates kayak production, the variables that determine output quality, and where the process reaches its limits.
Key Takeaways
- Rotomolding melts HDPE or LLDPE powder inside a biaxially rotating mold to produce a seamless, one-piece kayak hull
- It dominates recreational, fishing, and whitewater kayak production due to its impact resistance, design flexibility, and low tooling cost
- Each of the four stages (mold loading, heating/rotation, cooling, demolding) directly affects hull wall uniformity and structural integrity
- Oven temperature, rotation speed ratio, resin grade, and mold wall uniformity are the highest-leverage quality inputs
- Rotomolding is not the right choice for performance touring or racing kayaks where weight and hydrodynamic precision are the priority
What Is the Rotomolding Process in Kayak Manufacturing?
Rotational molding is a low-pressure manufacturing process in which a pre-measured charge of plastic resin powder is loaded into a closed mold. The mold then rotates simultaneously on two perpendicular axes while passing through a heated oven. As described by the Association of Rotational Molders (ARM), rotation occurs at generally less than 10 rpm while the resin becomes tacky, coats the mold walls, melts, densifies, and dissolves trapped air bubbles.
The result is a hollow, single-piece kayak hull with consistent wall thickness, no seams, and integrated structural features—produced in one cycle without secondary bonding or assembly.
How Rotomolding Differs from Other Processes
Two other methods occasionally come up in kayak manufacturing comparisons:
- Thermoforming heats flat plastic sheets over molds using vacuum pressure, then bonds two separately formed shells together. The seam line is a structural and aesthetic distinction from rotomolded hulls.
- Blow molding uses air pressure to expand heated plastic inside a closed mold—a process suited to small hollow containers, not 12-foot kayak hulls.
That single-shot construction is what sets rotomolding apart for large hollow parts like kayaks—and it's the reason mold design plays such a critical role in part quality.
Why Rotomolding Dominates Kayak Production
Paddling Magazine notes that most whitewater, fishing, and recreational kayaks use rotomolded polyethylene—a dominance that reflects how well the process matches what kayak use actually demands.
Performance Fit
Kayaks face a specific set of physical stresses:
- Rock and shallow-water impact requires a hull material that absorbs and distributes impact force rather than cracking
- UV exposure over years of outdoor use demands chemical stability in the resin
- Watertight integrity requires no bonded seams that can delaminate or fatigue over time
Rotomolding addresses all three natively. A single-piece HDPE hull has no seam to fail, polyethylene takes impact well, and UV-stabilized resin grades extend outdoor service life.
Production Economics
Rotomolding uses low-pressure tooling—typically cast aluminum for smaller geometries, sheet metal for larger structures—which keeps mold costs well below injection molding alternatives. LyondellBasell's rotational molding guide notes there is "practically no scrap" in the process, since practically all resin loaded into the mold ends up in the part.
For a hull geometry that runs 10–14 feet in length, low tooling cost combined with near-zero material waste makes rotomolding the standard choice for volume kayak production.
What Goes Wrong Without Process Control
Poor process control in rotomolding has predictable failure modes:
- Uneven rotation ratios cause resin pooling in hull recesses, creating thin spots that fail under impact
- Excess oven heat degrades polyethylene, producing brittleness and discoloration
- Inadequate cooling control introduces internal stress or reduces impact toughness in the finished hull
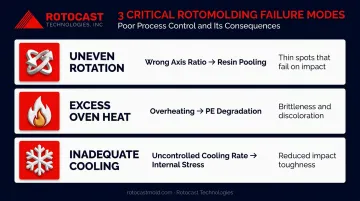
Process variable management is what separates a hull that lasts a decade from one that fails after a season.
How the Rotomolding Process Works: The 4 Stages
Stage 1: Mold Loading and Preparation
The cycle begins with a pre-measured resin charge—the specific weight of plastic powder calculated based on desired wall thickness and hull volume. The powder is loaded into the open mold cavity, the mold halves are secured, and the assembly is mounted on the machine arm.
Two preparation details matter significantly at this stage:
- Mold surface cleanliness: Any residue from a previous cycle transfers to the next hull's surface
- Release agents and mold coatings: Prevent resin adhesion and simplify demolding. Teflon coatings provide a consistent non-stick surface that reduces finishing labor across long production runs
The mold's interior surface condition at this stage directly determines the kayak hull's exterior surface quality—the hull is a mirror of the mold.
Stage 2: Heating and Biaxial Rotation
The loaded mold passes into a large oven while rotating on two axes simultaneously. According to Centro's process control documentation, oven temperatures range from 260–370°C depending on resin type and part geometry. TER Plastics documents 200–300°C for marine products such as canoes.
The biaxial rotation (governed by a major-to-minor axis speed ratio) distributes melting resin across all interior surfaces. ARM notes rotation stays below 10 rpm; TER Plastics recommends below 20 rpm to avoid centrifugal-force disruption. For complex kayak geometries, a 4:2 major-to-minor axis ratio is a common starting point, though experienced operators dial in the ratio for each specific mold.
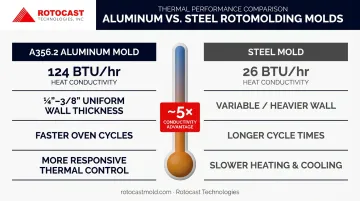
Mold wall uniformity is critical at this stage. A mold with inconsistent wall thickness creates uneven heat transfer to the resin, where thicker mold sections run cooler and produce thinner hull walls in those zones. This is why Rotocast Technologies engineers their cast aluminum molds to a uniform wall thickness of ¼" to 3/8", specifically to maintain consistent heat transfer across the full hull surface.
Their A356.2 aluminum alloy (selected for superior ductility and low impurity levels compared to standard 356.0) conducts heat at roughly 124 BTU/hr, compared to 26 BTU/hr for steel molds. The result: faster oven cycles and more responsive thermal control.
Operators monitor melt completion using internal air temperature (IAT) and peak internal air temperature (PIAT) instrumentation, or SCORCH indicators. Under-cure leaves unmelted particles that create pinholes; over-cure oxidizes the resin and produces brittleness.
Stage 3: Cooling
After the oven phase, the mold moves to a cooling station while biaxial rotation continues. Cooling uses forced air, water mist, or ambient airflow depending on cycle time requirements.
The rate of cooling has direct structural consequences:
- Too fast: Warping and internal stress in the hull
- Too slow: Increases resin crystallinity in HDPE, which reduces impact toughness and extends cycle time
ARM documents 1–4% dimensional shrinkage in polyethylene during cooling, a figure mold designers must account for in final hull dimensions. For large kayak hulls (12–14 feet), the greater thermal mass of the mold means cooling is typically the longest phase of the cycle and the primary constraint on production throughput.
Stage 4: Demolding and Finishing
Once cooled, the mold halves are opened and the one-piece hull is extracted. Proper draft angles in mold design are what make this step efficient; inadequate draft angles require force that can distort or surface-damage the hull.
Typical post-process steps include:
- Trimming flash from the parting line
- Drilling for hatches, handles, and rod holders
- Installing foam flotation blocks
- Fitting seat systems, footrests, and deck rigging
- Applying UV-resistant graphics or protective coatings
Rotocast's finishing options (shot peen, sandblast textures, mirror polish, and Teflon coating) let manufacturers specify the surface characteristic that minimizes finishing time and demolding effort. The right surface spec at the mold stage pays off on every production cycle.
Key Variables That Affect Output Quality
Resin Selection
Most production kayaks use HDPE (high-density polyethylene, above 0.940 g/cm³) or LLDPE (linear low-density polyethylene, below 0.940 g/cm³). Perception Kayaks identifies their rotomolded hulls as high-density linear polyethylene. Cross-linked PE (XLPE) offers superior impact toughness for premium models but cannot be recycled through conventional extrusion processes.
Shot weight directly determines wall thickness. ARM confirms that too little resin creates structural thin spots, while too much adds weight without proportional strength gain.
Wall Thickness Targets and Tolerances
Key thickness benchmarks for PE rotomolded kayak hulls:
- Nominal wall range: 0.125–0.250 inches
- Minimum safe thickness: above 0.075 inches (below this, zero-thickness zones become a risk)
- Standard wall uniformity: ±20% across the hull surface
- Optimized uniformity: ±10% with controlled process parameters
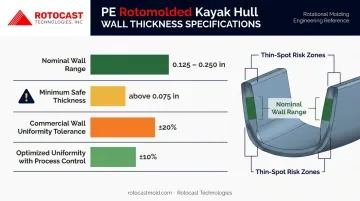
Uniform wall thickness at the correct gauge matters more than raw average thickness. A hull averaging 0.200 inches with ±20% variation has local zones as thin as 0.160 inches—potential failure points under repeated impact.
Rotation Speed and Axis Ratio
The major-to-minor axis ratio governs where resin accumulates inside the mold. Hull features like cockpit recesses, keel lines, and footwells create geometry that can trap resin if the ratio is wrong. Experienced operators test and document the correct ratio for each mold design before committing to production runs.
Mold Material and Construction
Aluminum molds heat and cool faster than steel, reducing cycle time and energy consumption. Uniform mold wall thickness enables consistent heat delivery to the resin across the entire hull surface—a critical factor in achieving even wall buildup on large, complex geometries like kayak hulls.
Interior surface quality, from defect-free castings through final finishing, translates directly to hull surface quality and reduced stress concentrations. Rotocast Technologies engineers this uniform wall thickness into their A356.2 cast aluminum molds, which is why mold construction quality has a direct downstream effect on part performance.
Common Issues and Misconceptions
Three persistent myths shape how buyers and new molders think about rotomolded kayaks — and all three are wrong in ways that matter.
Myth 1: Thicker Walls Always Mean a Stronger Kayak
Uniform wall thickness at the design specification matters more than raw thickness. ARM's ±20% commercial tolerance means some local variation is expected — but uneven walls caused by poor rotation ratios or inconsistent mold heat transfer create stress concentrations that fail under impact even when average thickness looks acceptable.
Myth 2: Oil-Canning Is a Manufacturing Defect
HDPE softens at its deflection temperature of approximately 174°F (66 psi load, per ExxonMobil HDPE data). Hulls stored on racks in direct sun can develop temporary indentations as a result. Confluence Outdoor notes that heated plastic typically reforms toward its original shape. This is a material property — not a production failure.
Myth 3: Rotomolded Kayaks Can't Be Repaired
Plastic welding is a viable repair method for polyethylene hull cracks. Perception confirms this approach works, and Feelfree sells matching LDPE welding rods for exactly this purpose. The key requirement: welding rods must match the hull's plastic type for proper bonding. Surface scratches with no wall penetration are cosmetic, not structural.
Rotomolded vs. Other Kayak Manufacturing Methods
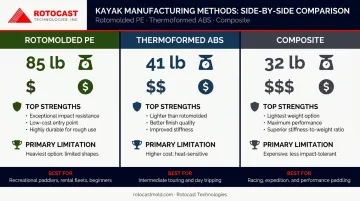
The right manufacturing method depends on the target market, price point, and primary use case. The following 12-foot examples illustrate the weight-price tradeoff clearly:
| Method | Example | Weight | Price | Best For |
|---|---|---|---|---|
| Rotomolded PE | Old Town Sportsman 120 | 85 lb | $1,099 | Recreational, fishing, whitewater |
| Thermoformed ABS | Eddyline Sky 120 | 41 lb | $1,749 | Recreational, light touring |
| Composite | Current Designs Vision 120 SP | 32 lb | $1,950 | Touring, performance paddling |
Where rotomolding wins: Mid-market kayaks for recreational use, fishing, and moderate whitewater where impact resistance, repairability, and production cost efficiency matter more than hull weight. Eddyline states its thermoformed Carbonlite kayaks are 10–30% lighter than comparable rotomolded PE—an advantage for portaging and car-topping, but at a significant price premium.
Where rotomolding loses: In performance touring and racing, hull weight and hydrodynamic surface precision take priority. Composite kayaks achieve weights under 35 lb at 12 feet, which rotomolded PE cannot approach. Choosing rotomolding for a premium performance segment is a strategic error — the material simply doesn't support that positioning.
Frequently Asked Questions
What is a rotomolded kayak?
A rotomolded kayak is a one-piece hollow hull produced by the rotational molding process, where polyethylene powder melts and distributes inside a rotating mold to form a seamless, impact-resistant hull. The absence of bonded seams is its defining structural characteristic.
What plastic are rotomolded kayaks made of?
Most rotomolded kayaks use HDPE or LLDPE, with cross-linked polyethylene (XLPE) used in premium models for enhanced impact resistance. Resin selection affects flexibility, UV stability, repairability, and end-of-life recyclability.
What is the difference between thermoformed and rotomolded kayaks?
Thermoformed kayaks are formed from two vacuum-shaped plastic sheets bonded together — lighter and more aesthetically refined, but with a seam line that can be vulnerable to hard impacts. Rotomolded kayaks are produced as a single seamless piece, prioritizing durability and cost-effectiveness. Thermoformed hulls run 10–30% lighter but are less forgiving against direct rock strikes.
Are rotomolded kayaks good?
Yes, for their intended applications. Rotomolded kayaks are well-suited for recreational paddling, fishing, and moderate whitewater because of their impact resistance, field repairability, and lower purchase price. They are heavier than thermoformed or composite alternatives, which matters for transport and extended portages.
How long do rotomolded kayaks last?
With proper care, rotomolded kayaks commonly last 10–20+ years. UV exposure is the primary threat to hull longevity — some manufacturers offer lifetime hull warranties, but all note that prolonged direct sunlight accelerates surface degradation. Storing the kayak out of direct sun is the single most impactful maintenance habit.
What is the most stable kayak hull design?
Flat-bottomed and pontoon hull designs offer the highest primary stability for beginners and recreational paddlers. Rotomolding can produce these geometries with consistent wall thickness across the full hull surface, including the flat bottom sections where uniform structural integrity matters most for long-term stability.